
|
|
Графический и аналитический методы коррекционного расчета фасонных резцов
Круглые фасонные резцы
Передняя поверхность резца имеет плоскую форму, задняя – фасонную форму, представляющая негативное отображение формы детали. Затачивается резец по передней поверхности. В корпусе резца имеется отверстие для закрепления на цилиндрической оправке.
Рис. 23.1 Круглые фасонные резцы изготавливаются из высококачественных быстрорежущей стали Р18. применяют фасонные резцы оснащенные твердым сплавом. В стальном корпусе резца, который представляет стальной фасонный диск выфрезеровывают три или более канавки, в которые впаивают пластины, подвергающиеся в дальнейшем профилированию, заточке и доводке. В приборостроении применяют круглые фасонные резцы цельной конструкции, оснащенные кольцом из твердых сплавов, напаянные на стальную державку. Круглые фасонные резцы позволяют производить большое число переточек. Это их преимущество перед остальными фасонными резцами. Габаритные основные размеры фасонных резцов выбираются в зависимости наибольшей глубины профиля обрабатываемой детали.
Рис. 23.2 Глубина профиля детали q – представляет разность наибольшего Работа резца возможна лишь при наличии положительного заднего угла. Для этого необходимо переднюю поверхность резца опустить ниже линии центра резца на величину h. Она определяется: Где При проектировании резцов за базовую точку обычно принимают точку режущей кромки резца, которая обрабатывает ближайшую к оси детали точку, лежащую на наиболее важном ее участке. Из формулы (2) следует, что задний угол Значения углов Наружный радиус резца:
Т.к. центр резца смещен относительно центра детали и угол Чтобы получить точный профиль детали необходимо профиль резца подвергать графической или аналитической коррекции. Графический метод менее точен, но очень прост.
Призматические фасонные резцы
Рис. 23.3 Резцы имеют длину 75-100 мм. Их ширина “В” зависит от длины обрабатываемой детали. Они крепятся с помощью ласточкиного хвоста в специальных державках. Размеры ласточкиного хвоста подбирают по нормалям. Между шириной резца “В” и основными размерами торцового сечения резца приняты соотношения Толщина резца подсчитывается по формуле: Призматические резцы по отношению к детали устанавливаются под углом
Рис. 23.4 Передняя поверхность при изготовлении призм резца затачивается под углом . Рис. 23.5 Вследствие наклонного положения резца относительно детали и наличия угла Корректировка профиля производится аналитическим и графическим методом. Известны размеры деталей и углы
Осевой инструмент
Сверла
При сверлении на автоматах и полуавтоматах нельзя осуществлять резание скоростью более 40-50 м/с и поэтому экономичней использовать более дешевые сорта режущих сплавов. Для сверления зенкеров применяют быстрорежущие стали. В серийном и массовом производстве широкое применение получили легированные и углеродистые инструментальные стали. При обработке листового проката, цветных металлов применяют углеродистые стали У10А, У12А. Из легированных сталей для сверл, зенкеров, разверток употребляют стали 9ХС, ХВГ, Х12М и быстрорежущие стали Р6М5, Р6М5К5. Твердые сплавы применяют в виде пластинок специальной формы при сверлении чугунов, закаленных сталей, заготовок с твердой коркой. Используются твердые сплавы ВК8, ВК6 для чугунов, Т5К10, Т15К6 для стали конструкционных. По конструкции сверла различают: 1.Спиральные, стандартные сверла. 2.Сверла повышенной жесткости – это укороченная конструкция спирального сверла с утолщенной сердцевиной. Они применяются при сверлении жаропрочных сталей. Стойкость по сравнению со стандартным спиральным сверлом увеличена в 5-8 раз. Ширина перемычки
Рис. 24.1 3.Сверло с внутренним подводом СОЖ – жидкость проходит через каналы, сделанные в теле сверла под давлением. Она облегчает удаление стружки и повышает стойкость сверла. 4.Сверла для глубокого сверления – если длина отверстия При сверлении глубоких отверстий необходимо сохранять прямолинейность отверстия, т.е. устранить увод сверла. Отвод стружки чрезвычайно затруднен. Для удаления стружки и подвода СОЖ применяют эмульсии, струи масла под высоким давлением 15-20 атм. Для глубокого сверления применяют пушечные и ружейные сверла. Пушечное сверло – это длинный стержень, на конце срезанный по диаметру. Половина тела сверла является направляющей, обеспечивающий прямолинейность ( Для вращения изделия, имеющая продольную подачу, применяют токарный станок. Вершина сверла расположена эксцентрично – при резании получается дополнительный направляющий конус внутри тела сверления. При больших диаметрах сверления на лезвии делают стружкоразделительные уступы для избежания вибраций.
Рис. 24.2 5.Бесперемычные сверла. У сверл специальной подточкой перемычки обеспечиваются более благоприятные углы резания. Рассмотрим бесперемычное сверло с двойной заточкой заборного конуса, оснащенная твердым сплавом.
Рис. 24.3 Сверло имеет три пары режущих кромок: 1.Главные режущие кромки 1-2. 2.Перифиричные 2-3. 3.Сердцевидные 1-4. Двойная заточка сверла повышает его стойкость в 2-3 раза.
Износостойкость повышается за счет удлинения режущей кромки 1, 2, 3 и за счет улучшения теплоотвода. Вследствие устранения вредных влияний сердцевины у бесперемычных сверл в работе возникает меньше осевые силы и момент, что обеспечивает повышение стойкости в 2-2,5 раза (сверла Жирова), т.к. около поперечной кромки повышается угол
  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|


 и наименьшего
и наименьшего  радиусов обрабатываемой детали:
радиусов обрабатываемой детали:  (1).
(1). (2).
(2). - наружный радиус резца или радиус резца в базовой точке,
- наружный радиус резца или радиус резца в базовой точке,  - задний угол на вершине зуба или в базовой точке режущей кромки резца.
- задний угол на вершине зуба или в базовой точке режущей кромки резца. не одинаков по всей длине режущей кромки, а изменяется в зависимости от расстояния режущей кромки до центра резца О1. чем ближе точка режущей кромки к центру, тем больше задний угол. Он может колебаться от 6-15%.
не одинаков по всей длине режущей кромки, а изменяется в зависимости от расстояния режущей кромки до центра резца О1. чем ближе точка режущей кромки к центру, тем больше задний угол. Он может колебаться от 6-15%. : для меди, алюминия -
: для меди, алюминия -  и
и  ; для стали
; для стали  -
-  и
и  -
-  -
-  и
и  и
и 
 - глубина заточки передней поверхности, необходимая для беспрепятственного схода стружки.
- глубина заточки передней поверхности, необходимая для беспрепятственного схода стружки.  - толщина стенки резца, обеспечивающая прочность корпуса.
- толщина стенки резца, обеспечивающая прочность корпуса.  - радиус отверстия резца.
- радиус отверстия резца. , то профиль резца в радиальной плоскости будет отличаться от профиля детали.
, то профиль резца в радиальной плоскости будет отличаться от профиля детали.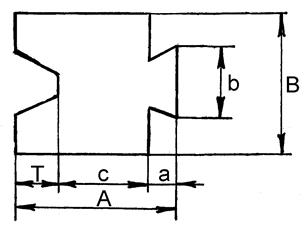
 ,
,  ,
,  .
. , где
, где  - глубина профиля резца.
- глубина профиля резца.
 , а задний угол получают путем наклона резца на угол
, а задний угол получают путем наклона резца на угол 
 к задней поверхности отличается от профиля детали.
к задней поверхности отличается от профиля детали. в базовой точке обрабатываемого материала. Определение профиля резца в нормальном сечении аналогичен круглому фасонному резцу.
в базовой точке обрабатываемого материала. Определение профиля резца в нормальном сечении аналогичен круглому фасонному резцу. , с повышенной жесткостью
, с повышенной жесткостью  ,
,  ,
,  ,
,  .
.
 . Редко встречается в общем машиностроении (глубокие отверстия для смазки подшипников, шатунных шеек, кривошипных валов, каналы для СОЖ). В специальном машиностроении глубокое сверление может быть основной операцией. Например, производство дул пушек и ружей.
. Редко встречается в общем машиностроении (глубокие отверстия для смазки подшипников, шатунных шеек, кривошипных валов, каналы для СОЖ). В специальном машиностроении глубокое сверление может быть основной операцией. Например, производство дул пушек и ружей. ).
).


