|
|
Резцы со сменными многогранными неперетачиваемыми пластинамиСтр 1 из 15Следующая ⇒ Конструкции токарных резцов
Резцы применяют для черновой, чистовой и тонкой обработки на токарных, револьверных, карусельных, расточных, строгальных и долбежных станках, на токарных автоматах и полуавтоматах, специальных станках. В зависимости от применения оборудования резцы делятся на токарные, строгальные, долбежные, автоматные и специальные.
Классификация резцов
1.По материалу, из которого изготовлена режущая часть, резцы делятся на углеродистые, быстрорежущие, твердосплавные, минералокерамические, алмазные. Быстрорежущие резцы небольших размеров, применяемые в точном машиностроении и приборостроении, изготавливают удельными. Резцы крупных и средних размеров делают составными: державку – из углеродистых или конструкционных сталей, а рабочую часть – из твердых сплавов, сверхтвердых материалов, керамики. Пластинки из стали приваривают к державке резца, из твердого сплава, минералокерамики и алмаз припаивают или закрепляют механически. Формы пластин из твердых сплавов выбирают по ГОСТ2209-66. 2.По расположению главной режущей кромки – правые и левые резцы. Правыми резцами называют такие, у которых при наложении на них сверху ладони правой руки главная режущая кромка расположена на стороне большого пальца. При работе они перемещаются справа налево (от задней бабки к передней бабке).
Рис. 22.1 3.По форме головки различают прямые, отогнутые, изогнутые, оттянутые резцы.
Рис. 22.2 4.По характеру выполняемых операций различают черновые и чистовые. 5.По назначению – проходные, подрезные, расточные, отрезные, галтельные, резьбовые, фасонные. Резцы являются наиболее распространенными видами режущего инструмента, применяемого на токарных, карусельных, револьверных, строгальных и долбежных станках, токарных автоматах и полуавтоматах и специальных, например, затыловочных станках. Применяемые в современном машиностроении резцы можно классифицировать: по виду применяемого оборудования: токарные; строгальные; долбежные; револьверно-автоматные; специальные; по конструкции: цельные, когда головка изготовлена заодно со стержнем; составные, с припаянной пластиной или с ее механическим креплением; с головкой, приваренной встык; сборные; державочные; регулируемые; по виду обработки: проходные (прямые и отогнутые); проходные упорные; подрезные; отрезные; расточные; фасонные; резьбовые; по характеру обработки: черновые; чистовые; для тонкого точения; по установке относительно детали: радиальные; тангенциальные; по направлению подачи: правые; левые; по расположению главного режущего лезвия относительно стержня резца: прямые; отогнутые; изогнутые; оттянутые; по форме сечения стержня: прямоугольные; квадратные; круглые; по материалу рабочей части: из быстрорежущей стали; из твердого сплава; из керамики; из сверхтвердых материалов; по наличию устройств дробления стружки. Взаимное расположение рабочей части и корпуса различно для разных типов резцов: у токарных резцов вершина резца обычно располагается на уровне верхней плоскости корпуса, у строгальных- на уровне опорной плоскости корпуса, у расточных резцов с корпусом круглого сечения - по оси корпуса или ниже ее. Корпус отрезных резцов в зоне резания имеет несколько большую высоту - для увеличения прочности и жесткости. Несмотря на огромное разнообразие резцов стандартизированы как многие конструкции резцов в целом, так и их отдельные конструктивные элементы. Для унификации конструкций и присоединительных размеров резцедержателей принят следующий ряд сечений стержня, мм: квадратные со стороной Общероссийский классификатор продукции (ОКП) предусматривает 8 подгрупп резцов с 39 видами в них. На конструкции резцов издано около 60 стандартов и технических условий. Кроме того, стандартизировано 150 типоразмеров пластин из быстрорежущей стали для всех типов резцов, около 500 типоразмеров твердосплавных напаиваемых пластин, 32 вида многогранных неперетачиваемых пластин (свыше 130 типоразмеров). Виды резцов подробго рассматриваются в курсе резания материалов, в данной работе рассматриваются только фасонные резцы.
Разновидности резцов
Проходные резцы
Применяют для наружной обработки цилиндрических поверхностей. Проходные используются как проходные, работающие с продольной подачей и как подрезные, работающие с поперечной подачей. Упорный проходной служит для образования уступов. Он применяется при продольном обтачивании с одновременной обработкой торцевой поверхности, составляющей с цилиндрической прямой угол. Резец работает с продольной подачей. Проходной резец с прямой головкой (а).
Рис. 22.3 Проходной резец с отогнутой головкой (б).
Рис. 22.4 Упорный проходной резец (в).
Рис. 22.5 Подрезные резцы
Рис. 22.6 Применяют для подрезки торцев, работают с поперечной подачей. Подрезной торцевой резец: Расточные резцы
Рис. 22.7 Применяют двух типов: для глухого растачивания (а) Отрезные резцы
Рис. 22.8 Применяют для разрезки металла на части и прорезки канавок. Отрезной резец имеет главную режущую кромку под углом Галтельные резцы применяют для протачивания загруженных канавок и переходов (1). Резьбовые резцы применяют для нарезания наружной и внутренней резьбы (2). Фасонные резцы применяют для обработки фасонных поверхностей (3).
Фасонные резцы
Круглые фасонные резцы
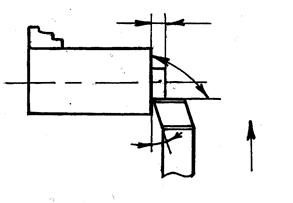
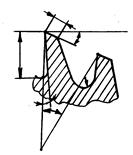
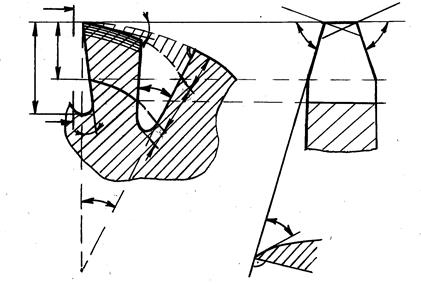
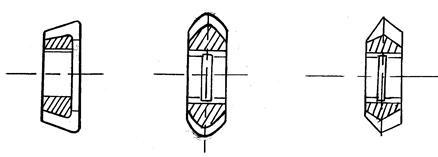
Передняя поверхность резца имеет плоскую форму, задняя – фасонную форму, представляющая негативное отображение формы детали. Затачивается резец по передней поверхности. В корпусе резца имеется отверстие для закрепления на цилиндрической оправке.
Рис. 23.1 Круглые фасонные резцы изготавливаются из высококачественных быстрорежущей стали Р18. применяют фасонные резцы оснащенные твердым сплавом. В стальном корпусе резца, который представляет стальной фасонный диск выфрезеровывают три или более канавки, в которые впаивают пластины, подвергающиеся в дальнейшем профилированию, заточке и доводке. В приборостроении применяют круглые фасонные резцы цельной конструкции, оснащенные кольцом из твердых сплавов, напаянные на стальную державку. Круглые фасонные резцы позволяют производить большое число переточек. Это их преимущество перед остальными фасонными резцами. Габаритные основные размеры фасонных резцов выбираются в зависимости наибольшей глубины профиля обрабатываемой детали.
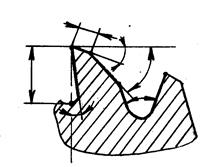
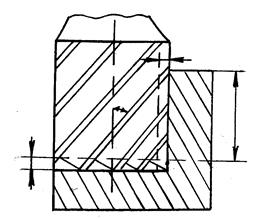
Рис. 23.2 Глубина профиля детали q – представляет разность наибольшего Работа резца возможна лишь при наличии положительного заднего угла. Для этого необходимо переднюю поверхность резца опустить ниже линии центра резца на величину h. Она определяется: Где При проектировании резцов за базовую точку обычно принимают точку режущей кромки резца, которая обрабатывает ближайшую к оси детали точку, лежащую на наиболее важном ее участке. Из формулы (2) следует, что задний угол Значения углов Наружный радиус резца:
Т.к. центр резца смещен относительно центра детали и угол Чтобы получить точный профиль детали необходимо профиль резца подвергать графической или аналитической коррекции. Графический метод менее точен, но очень прост.
Осевой инструмент
Сверла
При сверлении на автоматах и полуавтоматах нельзя осуществлять резание скоростью более 40-50 м/с и поэтому экономичней использовать более дешевые сорта режущих сплавов. Для сверления зенкеров применяют быстрорежущие стали. В серийном и массовом производстве широкое применение получили легированные и углеродистые инструментальные стали. При обработке листового проката, цветных металлов применяют углеродистые стали У10А, У12А. Из легированных сталей для сверл, зенкеров, разверток употребляют стали 9ХС, ХВГ, Х12М и быстрорежущие стали Р6М5, Р6М5К5. Твердые сплавы применяют в виде пластинок специальной формы при сверлении чугунов, закаленных сталей, заготовок с твердой коркой. Используются твердые сплавы ВК8, ВК6 для чугунов, Т5К10, Т15К6 для стали конструкционных. По конструкции сверла различают: 1.Спиральные, стандартные сверла. 2.Сверла повышенной жесткости – это укороченная конструкция спирального сверла с утолщенной сердцевиной. Они применяются при сверлении жаропрочных сталей. Стойкость по сравнению со стандартным спиральным сверлом увеличена в 5-8 раз. Ширина перемычки
Рис. 24.1 3.Сверло с внутренним подводом СОЖ – жидкость проходит через каналы, сделанные в теле сверла под давлением. Она облегчает удаление стружки и повышает стойкость сверла. 4.Сверла для глубокого сверления – если длина отверстия При сверлении глубоких отверстий необходимо сохранять прямолинейность отверстия, т.е. устранить увод сверла. Отвод стружки чрезвычайно затруднен. Для удаления стружки и подвода СОЖ применяют эмульсии, струи масла под высоким давлением 15-20 атм. Для глубокого сверления применяют пушечные и ружейные сверла. Пушечное сверло – это длинный стержень, на конце срезанный по диаметру. Половина тела сверла является направляющей, обеспечивающий прямолинейность ( Для вращения изделия, имеющая продольную подачу, применяют токарный станок. Вершина сверла расположена эксцентрично – при резании получается дополнительный направляющий конус внутри тела сверления. При больших диаметрах сверления на лезвии делают стружкоразделительные уступы для избежания вибраций.
Рис. 24.2 5.Бесперемычные сверла. У сверл специальной подточкой перемычки обеспечиваются более благоприятные углы резания. Рассмотрим бесперемычное сверло с двойной заточкой заборного конуса, оснащенная твердым сплавом.
Рис. 24.3 Сверло имеет три пары режущих кромок: 1.Главные режущие кромки 1-2. 2.Перифиричные 2-3. 3.Сердцевидные 1-4. Двойная заточка сверла повышает его стойкость в 2-3 раза.
Износостойкость повышается за счет удлинения режущей кромки 1, 2, 3 и за счет улучшения теплоотвода. Вследствие устранения вредных влияний сердцевины у бесперемычных сверл в работе возникает меньше осевые силы и момент, что обеспечивает повышение стойкости в 2-2,5 раза (сверла Жирова), т.к. около поперечной кромки повышается угол
Виды сверл
Зенкеры
По назначению зенкеры делятся: 1.Спиральные – для обработки сквозных цилиндрических конических отверстий. Они бывают трех и четырех зубые. Угол наклона 2.Цилиндрические – служат для обработки торцев у литых бобышек и отверстий под цилиндрические головки. Для глухих отверстий применяют зенкеры с двумя режущими кромками (цельные или пластинчатые). 3.Конические зенковки – служат для обработки конических гнезд под болты, заклепки и зенкерования центров в заготовках. Зенкеры могут быть цельные, сборные, насадные.
Виды зенкеров
Развертки
Развертки делятся на две основные группы: ручные и машинные. Ручные в 1,5-2 раза длиннее машинных, они имеют хвостовую часть в форме квадрата. У них угол Калибрующие зубья имеют цилиндрическую фаску на вершине шириной 0,3-0,4. Число зубьев развертки По форме обрабатываемого отверстия развертки делятся на цилиндрические, конические, ступенчатые и развертки для глухих отверстий. По способу крепления делятся на цельные и составные. Они могут быть с наибольшими пластинами и с механическим креплением пластин (из твердых сплавов, быстрорежущих сталей, режущей керамики). Комбинированные инструменты различают: 1.Двухтупенчатое сверло. 2.Сверло – зенкер. 3.Сверло – зенковки. 4.Двухступенчатый зенкер. 5.Трехступенчатые сверла, зенкера, развертки. 6.Сверло – метчик.
Виды разверток
Фрезы
Виды фрез
Фрезы делятся на две основные группы: с остроконечными и затылованными зубьями. Фрезы с остроконечными зубьями – это цилиндрические с прямым и винтовым зубом, торцевые цельные и со вставными зубьями, дисковые, концевые, угловые и некоторые фасонные. Фрезы с остроконечными зубьями позволяют производить заточку в основном по задней поверхности зуба. Преимущество таких фрез: 1.Высокая стойкость в 1,5-3 раза выше, чем стойкость фрез с затылованными зубьями. 2.Простота изготовления. 3.Высокая частота обработанной поверхности детали. Фасонные фрезы с остроконечными зубьями применяются редко из-за сложности их заточки. Известны три типа остроконечных зуба: 1.Трапециидальная форма.
Рис. 25.1
Трапециидальная форма проста в изготовлении, но зуб ослаблен. 2.Параболистическая форма.
Рис. 25.2 Параболистическая форма по задней поверхности – эта форма определяется из условия равнопрочности всех сечений зуба на изгиб. Если 3.Двойная спинка зуба.
Рис. 25.3 С двойной спинкой зуб получил большое применение. Спинка образуется путем двойного фрезерования. Это обеспечивает получение формы зуба близко к равнопрочной параболе. 4.Фрезы с затылованными зубьями. У них передняя поверхность зуба плоская, а задняя поверхность подвергается затылованию, чтобы форма профиля зуба при переточках по передней поверхности оставалась без изменения. Для этого поверхность зуба фрезы состоит из бесчисленного множества эквидистантных линий, т.е. линий, у которых расстояние по радиусу остается неизменным. Заточка фрезы производится по передней поверхности.
Рис. 25.4
Концевые фрезы Концевые фрезы применяют для фрезерования плоскостей под прямым углом, работает как цилиндрическая и торцевая фрезы. Состоит из рабочей части, шейки и хвостовика. В отличии от цилиндрических и торцевых фрез имеет конический или цилиндрический хвостовик.
Рис. 25.5
Зуб фрезы имеет три режущие кромки: 1) главная режущая кромка, находящаяся на цилиндрической части; 2) вспомогательная режущая кромка, располагающаяся на торцевой части; 3) переходная режущая кромка, которая находится между ними. (режущая кромка концевой фрезы).
Рис. 25.6 Зубья на цилиндрической части имеют винтовую форму с Цельные фрезы имеют число зубьев 3 и более, а фрезы концевые с напайными пластинками твёрдого сплава – от 6 до 8. Для устранения вибрации в процессе резания зубья у фрез расположены по окружности с неравномерным шагом. Шпоночные фрезы могут быть рассмотрены как разновидность концевой фрезы, имеющей 2 зуба.
Дисковые фрезы
Различают 3 вида дисковых фрез: а) трехсторонняя с режущей кромкой на двоих торцах и на цилиндрической части; б) двухсторонняя с режущей кромкой на одной из торцевой и цилиндрической части; в) односторонняя с режущей кромкой на цилиндрической части (дисковая фреза, зубья которой параллельны оси).
Рис. 25.7 Трёхсторонние дисковые фрезы, с зубьями, расположенными параллельно оси, называют прямозубыми, а с зубьями, расположенными наклонно к оси и направленными в разные стороны называются фрезы с разнонаправленными зубьями. Двухсторонние фрезы имеют на цилиндрической части винтовые зубья. Односторонние фрезы бывают прямозубые (отрезные, разрезные). Угловые фрезы используют для прорезки канавок с угловым профилем. Применяются в инструментальном производстве при прорезке канавок у фрез, развёрток, зенкеров и других инструментов. Они бывают одноугловые и двух угловые.
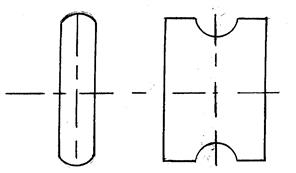
Рис. 25.8 6)Фасонные фрезы применяют для обработки сложно-фасонных поверхностей, они в группе затылованных фрез; типовые фасонные фрезы - это полукруглые выпуклые и полукруглые вогнутые.
Рис. 25.9 Чтобы не искажать профиль режущих кромок фасонной фрезы, его зубья затачиваются с углом
Угловые фрезы
Фасонные фрезы
Проектирование фрез
Острозаточенные фрезы
Затылованные фрезы.
Протяжки
Протягивание – одна из эффективных операций обработки материалов резанием, выполняемая режущим инструментом-протяжкой, обеспечивающая получение изделий высокой точности (до 6 квалитета) и шероховатость обработанной поверхности до Протяжка – многозубый инструмент с рядом последовательно выступающих друг над другом зубьев в направлении, перпендикулярном скорости главного движения резания. С помощью протяжек можно обрабатывать внутренние и наружные поверхности различной формы. При протягивании движение подачи отсутствует, а главное движение резания может быть поступательным или вращательным. Разновидностью протяжек являются прошивки, которые по конструкции принципиально не отличаются от протяжек, но в отличие от последних работают не на растяжение, а на сжатие. По сравнению с другими способами механической обработки протягивание имеет ряд преимуществ: 1) одновременное участие в работе нескольких зубьев обеспечивает большую величину минутной подачи в процессе протягивания. При этом, несмотря на низкую скорость рабочего движения 2) точность обработки не ниже 7 квалитета; 3) высокое качество обрабатываемых поверхностей - 4) значительная стойкость протяжек; 5) устранение брака; 6) возможность использования рабочих низкой квалификации; 7) сокращение расходов на эксплуатацию инструмента. Высокая стоимость инструмента и его сложность определяют и область применения протяжек – массовое и крупносерийное производство. Однако применение протяжек дает значительный эффект на предприятиях с мелкосерийным и даже единичным производством, если размеры и формы обрабатываемых поверхностей нормализованы, а также в случаях, когда протягивание – единственно возможный или наиболее экономичный способ обработки.
Виды протяжек
По назначению протяжки подразделяются на две группы: - для обработки внутренних поверхностей (отверстий) и для обработки наружных поверхностей. 1. Протяжки для обработки внутренних поверхностей бывают: - круглые – для обработки круглых отверстий: - шлицевые – для обработки шлицевых отверстий с любым типом шлицев; - шпоночные – для обработки шпоночных пазов и пазов вообще; - гранные – для многогранных отверстий; - протяжки для обработки винтовых канавок. 2. Протяжки для обработки наружных поверхностей различного профиля. За последние годы получили распространение протяжки для обработки зубчатых колес, протягивания цилиндрических поверхностей валов, наружных шлицев разного профиля на валах, канавок в форме ласточкина хвоста, Т-образных пазов, елочных профилей и др. (рис. 3.19).
Рис. 26.12. Сложнопрофильные поверхности, обрабатываемые протягиванием По конструктивному исполнению протяжки могут быть цельными и сборными (составными). По направлению лезвий относительно скорости главного движения резания различают протяжки с кольцевыми и винтовыми зубьями (протяжки для внутреннего протягивания) или с прямыми и наклонными зубьями (протяжки для наружного протягивания, плоские и шпоночные). По материалу режущей части различают протяжки из инструментальной стали, быстрорежущей стали, твердых сплавов. По применяемой схеме срезания припуска различают протяжки с профильной (или обыкновенной), прогрессивной (или групповой) и генераторной (или ступенчатой) схемами резания. По числу протяжек в комплекте различают протяжки однопроходные и многопроходные (комплектные).
Эвольвента и ее свойства
Эвольвентой окружности называется кривая АВ (рис. 4.34), описанная точкой
Рис. 27.3. Образование эвольвенты окружности
по определению:
откуда
из
Нормаль к эвольвенте (ВС) касательна к ее основной окружности (ВС^ОС).
Зацепление шестерни и рейки
На рис. 4.36 показано зацепление шестерни и рейки. Здесь: Если режущий инструмент имеет форму рейки (гребенки) (рис. 4.37) с основным шагом t₀ и движение рейки-инструмента по отношению к нарезаемой заготовке такое же, как при сцеплении рабочей рейки с колесом, то рейка-инструмент нарежет эвольвентное колесо с требуемым числом зубьев и шагом. Форма зуба инструментальной рейки соответствует форме впадины между зубьями нарезаемого колеса, и зуборезный инструмент работает в паре с нарезаемым колесом без бокового и радиального зазоров. Поэтому различие между указанными рейками состоит в следующем: 1. Высота головки инструментальной рейки
Рис. 27.5. Параметры зацепления шестерни и рейки
Рис. 27.6. Размеры исходного контура
2. Если фланк зубчатой рейки представляет срез головки, то фланк инструментальной рейки, наоборот, есть соответствующее утолщение ножки, определяемое величинами 3. Профильный угол исходного контура инструментальной рейки 4. Толщина зуба зубчатой рейки В действительности зубчатые колеса изготавливаются с обязательным утонением (боковым зазором), т.е. с уменьшенной толщиной зуба
Величина
Принцип работы
Червячная фреза для обработки зубчатых колес представляет собой червяк с профилем резьбы в виде зуборезной рейки, превращенной в режущий инструмент путем прорезания стружечных канавок и затылования зубьев. Рейка дает правильное зацепление с колесом с любым числом зубьев; в этом состоит огромное преимущество червячной фрезы перед дисковой и пальцевой, которые нарезают колеса с определенным числом зубьев. Червячная фреза обеспечивает высокую производительность зубофрезерования, так как наличие у фрезы винтовых канавок позволяет вести процесс непрерывно. Червячные фрезы могут быть одно- и многозаходными. Последние обладают большой производительностью. Однако с увеличением числа заходов резко снижается точность фрезы, поэтому многозаходные фрезы применяются только как черновые. Червячная фреза обеспечивает большую точность по шагу нарезаемого колеса, так как каждый зуб заготовки обрабатывается одними и теми же несколькими зубьями фрезы. Червячные зуборезные фрезы применяются для черновой, получистовой и чистовой обработки цилиндрических колес с эвольвентным профилем с модулем Габаритные размеры червячных модульных фрез для цилиндрических колес регламентируются тремя стандартами. По ГОСТ 10331-81 изготавливаются мелкомодульные фрезы Для нарезания зубчатых колес с эвольвентным профилем под шевингование и шлифование применяются одно- и многозаходные цельные червячные фрезы по ОСТ 2441-3-85 классов точности А, В, С и D и модулей =1...10 мм. Такие фрезы могут иметь нулевой и положительный передний угол (γα₀=5°). Последние изготовляются только с прямыми стружечными канавками. Фрезы классов С и D всех типов изготовляются нешлифованными по профилю зубьев. Червячными фрезами можно обрабатывать и корригированные колеса, а также с прямым и косым (винтовым) зубом. Фреза устанавливается так, чтобы направление ее зубьев (витков) совпадало с направлением зуба колеса (рис. 4.58).
Рис. 27.13. Схемы нарезания червячной фрезой прямозубых (а) и косозубых (б) колес Обычно косозубые колеса нарезаются теми же фрезами, что и прямозубые. Модуль фрезы выбирается по нормальному модулю косозубого колеса (в сечении, нормальном к винтовой линии на делительном цилиндре колеса). Если β>20°, то на фрезе делается заборный конус для более равномерного распределения работы между зубьями фрезы.
Принцип работы долбяка
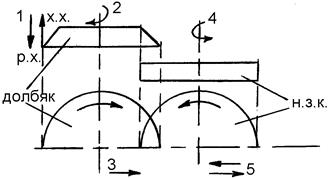
Долбяки предназначены для обработки цилиндрических прямозубых, косозубых и шевронных зубчатых колес методом огибания; косозубые и шевронные колеса нарезаются косозубыми долбяками. В процессе резания (рис. 4.50) долбяк совершает прямолинейное (или винтовое – для косозубых) возвратно-поступательное движение резания. Подача осуществляется путем относительного вращения долбяка и заготовки вокруг их осей. Кроме главного движения и круговой подачи, долбяк имеет радиальную подачу при врезании в заготовку и отводится от заготовки при каждом обратном ходе (вверх) для устранения трения задних поверхностей о заготовку.
Рис. 27.22 1.Возвратно – поступательное движение долбяка. При рабочем ходе движется вниз, при холостом – вверх. 2.Вращение долбяка. 3.Радиальная подача (врезание) долбяка на глубину зуба. 4.Вращение заготовки. 5.Вращательное движение заготовки и долбяка является движением обкатки. Станок настраивают так, чтобы за время поворота долбяка на один зуб заготовка тоже поворачивалась на один зуб. Чтобы при холостом ходе долбяк не касался заготовки, стол с заготовкой отводят от долбяка. К начальной работе хода заготовка возвращается в исходное положение. Долбяки являются наиболее универсальным зуборезным инструментом для нарезания цилиндрических колес. Ими можно нарезать любое цилиндрическое колесо с наружным и внутренним зацеплением, но преимущественное применение долбяки находят в следующих случаях: 1) при нарезании зубьев блочных колес и колес с буртиками, 2) для обработки колес с в   Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|


 прямоугольные 16х10; 20х12; 20х16; 25х16; 25х20; 32х20; 21х25; 40х25; 40х32; 50х32; 50х40; 63х50 (отношение сторон Н:В=1,6 используется для получистовой и чистовой обработки, а Н:В=1,25 - для черновой обработки); круглые диаметром от 10 до 40 мм.
прямоугольные 16х10; 20х12; 20х16; 25х16; 25х20; 32х20; 21х25; 40х25; 40х32; 50х32; 50х40; 63х50 (отношение сторон Н:В=1,6 используется для получистовой и чистовой обработки, а Н:В=1,25 - для черновой обработки); круглые диаметром от 10 до 40 мм. .
.
 .
.
 .
.
 .
.
 , и для сквозного растачивания (б)
, и для сквозного растачивания (б)  . Длина державки резца делается больше длины обрабатываемого отверстия.
. Длина державки резца делается больше длины обрабатываемого отверстия.
 и две вспомогательные режущие кромки. Работает с поперечной подачей.
и две вспомогательные режущие кромки. Работает с поперечной подачей. 


 и наименьшего
и наименьшего  радиусов обрабатываемой детали:
радиусов обрабатываемой детали:  (1).
(1). (2).
(2). - наружный радиус резца или радиус резца в базовой точке,
- наружный радиус резца или радиус резца в базовой точке,  - задний угол на вершине зуба или в базовой точке режущей кромки резца.
- задний угол на вершине зуба или в базовой точке режущей кромки резца. не одинаков по всей длине режущей кромки, а изменяется в зависимости от расстояния режущей кромки до центра резца О1. чем ближе точка режущей кромки к центру, тем больше задний угол. Он может колебаться от 6-15%.
не одинаков по всей длине режущей кромки, а изменяется в зависимости от расстояния режущей кромки до центра резца О1. чем ближе точка режущей кромки к центру, тем больше задний угол. Он может колебаться от 6-15%. : для меди, алюминия -
: для меди, алюминия -  и
и  ; для стали
; для стали  -
-  и
и  -
-  -
-  и
и  и
и 
 - глубина заточки передней поверхности, необходимая для беспрепятственного схода стружки.
- глубина заточки передней поверхности, необходимая для беспрепятственного схода стружки.  - толщина стенки резца, обеспечивающая прочность корпуса.
- толщина стенки резца, обеспечивающая прочность корпуса.  - радиус отверстия резца.
- радиус отверстия резца. , то профиль резца в радиальной плоскости будет отличаться от профиля детали.
, то профиль резца в радиальной плоскости будет отличаться от профиля детали. , с повышенной жесткостью
, с повышенной жесткостью  ,
,  ,
,  ,
,  .
.
 . Редко встречается в общем машиностроении (глубокие отверстия для смазки подшипников, шатунных шеек, кривошипных валов, каналы для СОЖ). В специальном машиностроении глубокое сверление может быть основной операцией. Например, производство дул пушек и ружей.
. Редко встречается в общем машиностроении (глубокие отверстия для смазки подшипников, шатунных шеек, кривошипных валов, каналы для СОЖ). В специальном машиностроении глубокое сверление может быть основной операцией. Например, производство дул пушек и ружей. ).
).



 до 30°. Изготавливаются из стали У12А, 9ХС – цельные; сварные зенкеры Р18, Р9.
до 30°. Изготавливаются из стали У12А, 9ХС – цельные; сварные зенкеры Р18, Р9. меньше, чем у машинных и рабочая часть длиннее в 1,5-2 раза, чем у машинных.
меньше, чем у машинных и рабочая часть длиннее в 1,5-2 раза, чем у машинных. , где
, где  , для пластичных материалов
, для пластичных материалов  , для хрупких
, для хрупких  .
.

 , то парабола заменяется дугой окружности.
, то парабола заменяется дугой окружности.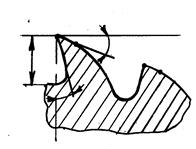
 - припуск, снимаемый цилиндрической части;
- припуск, снимаемый цилиндрической части; - припуск, снимаемый торцевой частью;
- припуск, снимаемый торцевой частью; - ширина фрезерования.
- ширина фрезерования.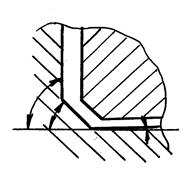
 . Для разгрузки главной режущей кромки от силы резания делают переходную кромку с
. Для разгрузки главной режущей кромки от силы резания делают переходную кромку с  , и
, и  -вспомогательный угол в плане (угол наклона торцевой кромки).
-вспомогательный угол в плане (угол наклона торцевой кромки).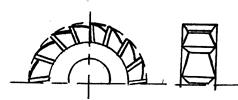
 . Черновые фрезы затачиваются с положительным углом. Задний угол для периферийной части режущих кромок затачивается с углом
. Черновые фрезы затачиваются с положительным углом. Задний угол для периферийной части режущих кромок затачивается с углом  .
. .
. (по чугуну твердосплавные протяжки имеют
(по чугуну твердосплавные протяжки имеют  ), относительная скорость снятия припуска получается выше, чем у других инструментов, что определяет высокую производительность процесса протягивания;
), относительная скорость снятия припуска получается выше, чем у других инструментов, что определяет высокую производительность процесса протягивания; мкм и в отдельных случаях -
мкм и в отдельных случаях -  мкм по ГОСТ 2789-73;
мкм по ГОСТ 2789-73;
 , называемой основной окружностью. Любая точка
, называемой основной окружностью. Любая точка  и радиус-вектором
и радиус-вектором  ;
;  φx- угол развернутости эвольвенты (между полярной осью и нормалью к производящей прямой ВС); αx - угол давления (между касательной к эвольвенте и радиусом-вектором).
φx- угол развернутости эвольвенты (между полярной осью и нормалью к производящей прямой ВС); αx - угол давления (между касательной к эвольвенте и радиусом-вектором).

 ,
, или
или  (4.48)
(4.48)
 (4.49)
(4.49) (4.50)
(4.50) - шаг по нормали между одноименными профилями зубьев, называемый основным шагом;
- шаг по нормали между одноименными профилями зубьев, называемый основным шагом;  ;
;  - угол давления, величина постоянная по всей высоте профиля зубьев. Угол α₀ называется профильным углом.
- угол давления, величина постоянная по всей высоте профиля зубьев. Угол α₀ называется профильным углом. где ƒ' и c' - коэффициенты высоты головки и радиального зазора; ƒ' =1 или 0,8; c'=0,25 или 0,30.
где ƒ' и c' - коэффициенты высоты головки и радиального зазора; ƒ' =1 или 0,8; c'=0,25 или 0,30.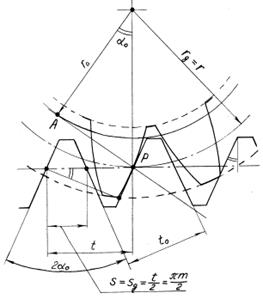

 ,
,  и
и  .
. , как правило, равен профильному углу исходного контура зубчатой рейки
, как правило, равен профильному углу исходного контура зубчатой рейки  .
. . Это утонение зуба нарезаемого колеса достигается путем смещения инструмента к центру колеса на величину, регламентированную допусками на зубчатые колеса. Поэтому
. Это утонение зуба нарезаемого колеса достигается путем смещения инструмента к центру колеса на величину, регламентированную допусками на зубчатые колеса. Поэтому (4.52)
(4.52) выбирается из таблиц в зависимости от модуля и допуска на толщину зуба для степеней точности колес 6-й, 7-й и 8-й.
выбирается из таблиц в зависимости от модуля и допуска на толщину зуба для степеней точности колес 6-й, 7-й и 8-й. мм, наружным диаметром
мм, наружным диаметром  мм длиной L=12...360 мм, числом зубьев (стружечных канавок)
мм длиной L=12...360 мм, числом зубьев (стружечных канавок)  , числом заходов
, числом заходов  . Фрезы изготавливаются классов точности: ААА, АА, А, В, С, и D, которые применяются для колес соответственно 5-9-й и 11-й степеней точности по ГОСТ 1643-81. Фрезы классов С и D выполняются нешлифованными по профилю.
. Фрезы изготавливаются классов точности: ААА, АА, А, В, С, и D, которые применяются для колес соответственно 5-9-й и 11-й степеней точности по ГОСТ 1643-81. Фрезы классов С и D выполняются нешлифованными по профилю. четырех классов точности: ААА, АА, А и В с прямыми осевыми стружечными канавками. ГОСТ 9324-80 регламентирует габаритные размеры чистовых однозаходных модульных фрез. Инструменты по этому стандарту изготавливают трех типов и шести классов точности: тип 1 – цельные прецизионные фрезы
четырех классов точности: ААА, АА, А и В с прямыми осевыми стружечными канавками. ГОСТ 9324-80 регламентирует габаритные размеры чистовых однозаходных модульных фрез. Инструменты по этому стандарту изготавливают трех типов и шести классов точности: тип 1 – цельные прецизионные фрезы  мм классов точности ААА и АА; тип 2 – цельные фрезы: модулей
мм классов точности ААА и АА; тип 2 – цельные фрезы: модулей  мм классов точности АА, А, В, С и D, модулей
мм классов точности АА, А, В, С и D, модулей  мм классов АА, А, В, С, и D и модулей
мм классов АА, А, В, С, и D и модулей  мм классов точности АА и А; тип 3 – сборные фрезы модулей
мм классов точности АА и А; тип 3 – сборные фрезы модулей  мм классов точности A, В, С и D.
мм классов точности A, В, С и D.