|
|
Авиационный двигатель как объект производстваСтр 1 из 8Следующая ⇒ Технология машиностроения
Авиационный двигатель как объект производства 3 фактора: 1. Машина высоконагруженная 2. Минимальная масса (легкие материалы, без лишнего Me, малая жесткость) 3. Авиационный двигатель не должен отказать в полете. Двигатель должен иметь повышенный ресурс. Технология может влиять на ресурс. Основы теории размерных цепей. Основные понятия. Технологические размерные расчеты проводятся для определения операционных размеров (прямая проектная задача), а также для проверки выполнения размеров, заданных в чертеже и оптимальности снимаемых операционных припусков (обратная задача, задача анализа). Расчеты проводятся с использованием теории размерных цепей. Размерная цепь – это совместимость размеров, образующих замкнутый контур, сформированных по определенным правилам: 1. Контур должен замыкаться по кротчайшему пути. 2. В размерной цепи содержится только одно замыкающее звено. 3. В размерной цепи может быть сколько угодно составляющих звеньев (операционных размеров) Замыкающее звено – размеры, которые непосредственно не выдерживаются на станке, а получаются в результате выдерживания других операционных (составляющих) размеров. В качестве таких замыкающих звеньев выступают конструкторские (заданные в чертеже) размеры, а также операционные припуски, которые должны быть оптимальными, так как завышенный припуск приводит к дополнительным затратам, а заниженный припуск – к появлению брака и неустойчивости технологического процесса. Размерные цепи составляются независимо по каждому направлению. Они могут быть линейными, скалярными и векторными. В размерных цепях есть всегда одно составляющее звено, которое не было определено ранее и остается неизвестным. Это звено называется настроечным. Замыкающее звено может входить в размерную цепь только один раз, а составляющие – сколько угодно раз. После составления размерной цепи количество операционных размеров, количество размерных (включая двухзвенные) цепей и количество замыкающих звеньев должно совпадать. Порядок решения размерных цепей По методу “max-min” или по вероятностному методу. Размерные цепи могут решаться способом “max-min”, а также по средним значениям. Цепь записывается в виде суммы всех размеров, которая равна 0. Далее выражается значение замыкающего звена. Записываются минимальное и максимальное значения замыкающего звена. Далее из них выражается значение настроечного размера. Если конфигурация заготовки не повторяет конфигурацию готовой детали, то появляется избыточный слой Me, который называется напуском. Он не входит в размерные цепи и не является замыкающим звеном.
В размерах цепи всегда есть размеры со знаком “+” и со знаком “-”. Размеры, увеличение которых приводит к увеличению значения замыкающего звена, называются увеличивающими. Размеры, увеличение которых приводит к уменьшению значения замыкающего звена, называются уменьшающими.
Порядок выявления и составления размерных цепей Размерные цепи выявляются в произвольной последовательности. Выбирается замыкающее звено и строится замкнутый контур по кротчайшему расстоянию, при этом в цепь включаются только составляющие звенья. Если конструкторский размер равен операционному размеру на последних операциях технического процесса (двухзвенные цепи), то как операционный размер, он может входить в несколько цепей. При составлении размерной цепи записывается сумма всех выявляющих размеров с учетом их знака. Знак проставляется в соответствии с принятым направлением контура. В одну сторону “+”, в другую “-”. Пример:
Порядок решения размерных цепей. Припуски на обработку Припуск может быть общим и операционным. Общий припуск равен сумме операционных припусков. Правильное назначение припуска является важной технологической задачей, так как завышенные припуски приводят к увеличению затрат. Заниженные припуски приводят к неустойчивости технического процесса и увеличению брака. Поэтому основным является значение минимального припуска. Минимальный припуск – это такой слой Me, снятие которого гарантирует удаление дефектного слоя от предыдущей обработки. Припуск может иметь различную величину, поэтому рассматриваются
Виды поверхностей. В детали имеются 3 вида поверхностей: - конструкторские поверхности, которые определяют положение детали в сборочной единице. Эти поверхности являются основными. Относительно этих поверхностей задаются размеры всех других поверхностей. - рабочие поверхности, которые имеют некоторое функциональное значение и участвуют в работе сборочной единицы. Для рабочих поверхностей назначаются жесткие требования по точности и качеству в соответствии с условиями работы. -остальные поверхности - свободные - требования к ним снижаются.
Виды операций.
Виды производства. На технологию изготовления детали существенное влияние оказывает серийность производства. Производство бывает массовым, крупносерийным, серийным, мелкосерийным, единичным. Особенностью массового производства является использование специального оборудования, которое изготовлено для обработки одной конкретной детали (агрегатные станки.) Авиадвигательное производство является серийным. Основным признаком такого производства является запуск детали в производстве партиями. Должна обеспечиваться высокопроизводительная обработка, т.е. автоматическое выдерживание размеров, могут применяться станки с ЧПУ, станки автоматы, специальные многоинструментальные наладки, механизированная оснастка. Уровень серийности производства оценивается по коэффициенту закрепления операции, который равняется отношению количества операций, выполняемых в течение месяца к количеству рабочих мест.
Виды первичной погрешности Чтобы определить суммарную погрешность, надо знать вид первичных погрешностей, так как они суммируются по различным видам в зависимости от вида.
Постоянными называются погрешности, которые сохраняют свою величину и направление действия при обработке партии заготовок (например, погрешность настройки станка, погрешность расположения кондукторных втулок). Закономерно - изменяющиеся – это такие погрешности, величина и направление действия которых изменяется по некоторому закону (износ режущего инструмента). Случайные – это погрешности, величину и направление действия которых заранее определить невозможно.
Определение суммарной погрешности. Погрешность определяется 2-мя методами: 1. расчетно-аналитическим 2. опытно-статическим Расчетно-аналитический метод определения погрешности. Определение проводится в следующей последовательности: 1. Изучаются условия выполнения операции и выявляются первичные погрешности. 2. Определяется величина первичных погрешностей по справочникам или расчетным путем, или экспериментально. Выявляются законы распределения закономерно изменяющихся и случайных погрешностей. 3. Проводится суммирование первичных погрешностей в соответствии со следующими правилами: ü Постоянные погрешности между собой суммируются алгебраически (с учетом знака) ü Закономерно изменяющиеся и случайные суммируются по закону квадратного корня с учетом закона распределения ü Постоянные, закономерно изменяющиеся и случайные суммируются арифметически.
Наклеп поверхностного слоя. В процессе изготовления детали возникает наклеп (деформационное упрочнение) – увеличение сопротивления пластическому деформированию при увеличении степени самой пластической деформации. Носителями пластичности в Me является дислокация, т.е. нарушение правильности чередования плоскостей. Формирование оптимального поверхностного слоя обеспечивается в отделочно-упрочняющем этапе, но при этом может проявляться технологическая наследственность от предыдущих методов обработки. Для снижения этих проявлений необходимо гарантированно уменьшить минимальный припуск, а также вводить операции, которые являются барьерами наследственности. Это термообработка, химическое травление, электрохимическая обработка, оптимально абразивно-жидкостная обработка и др. Окончательный поверхностный слой формируется упрочнением.
Методы получения заготовок. Заготовки в авиадвигателестроении получаются методами литья и горячего реформирования. Иногда детали изготавливаются из прутка, из листового профиля и тд. Необходимо, чтобы конфигурация заготовки приближалась к конфигурации готовой детали. Конструктор часто задаёт коэф. использования материала к конкретной детали. Это отношение массы готовой детали к массе металла, который использовали для её изготовления.
При создании технологии необходимо стремится к повышению коэф. использования материала. При использовании методов литья можно получить более сложную конфигурацию заготовок и более высокий коэф. Использования материала. Для высоконагруженных деталей авиадвигателестроения методы литья не применяются по условиям прочности, так как горячим деформированием обеспечивают прочности больше до 30%. Для получения заготовок применяют большое число методов горячего деформирования: -штамповка на прессе. молоте
-изотермическая штамповка
-метод раскатки. По прочности соответствует штамповке
-метод горячего выдавливания, прессование трубчатых деталей. Прогрессивным методом является получение заготовок методом статичного прессования гранульной технологии. Один из таких методов является штамповка в режиме сверхпрочности (сочетание оптимальной температуры и скорости деформирования); высокоскоростная штамповка(40-60 мс- скорость течения Материала.) Методы литья -литьё в землю -литьё в в кокиль(металлическая форма, которая выдерживает 10 тыс. отливок) -литьё в корковой форме (песок + смесь в горячую чугунную заготовку = смесь формами, чугун выкидывают) -литьё по выплавляемой модели(особенность Металл заливается внутри печки) -центробежное литьё(за счёт центробежных сил) -литьё под давлением -литьё под гареоф. давлением -спрерное литьё
Выбор оборудования Выбор оборудования является важной технологической и экономической задачей, так как от оборудования зависит степень интегрированности тех. процесса, варианты автоматического выдерживания размеров, оптимальность режимов обработки, необходимость в организации производственного процесса, технологическая себестоимость и тд. Всё оборудование условно разделяются на 5 групп. При выборе оборудования необходимо учитывать типо-размер оборудования и его соответствие обрабатываемой заготовки по мощности привода, режимам резанья; по точности станка; по кол-ву управляемых координат; по количеству инструмента; учитываются варианты настройки станка для автоматического выдерживания размеров.
Выбор баз Выбор баз является наиболее сложной технологической задачей, так как от выбора баз зависят условия наладки оборудования, конструкция станочной оснастки, условия выполнения операций и вспомогательное время, возможность обработки при автоматическом выдерживании размеров или пробными прото Первое правило: для обеспечения автоматического выдерживания операционных размеров необходимо совместить первую исходную и установочные базы. Первой исходной базой называется поверхность относительно которой задан первый размер выдерживаемый в данной операции
Второе правило: Для непосредственного выдерживания Кр. На последних операциях тех. процесса необходимого совмещать исходную и конструкторскую базы
Третье правило: Обобщение первых двух правил является необходимость совмещения установочных первой исходной и конструкторской баз.
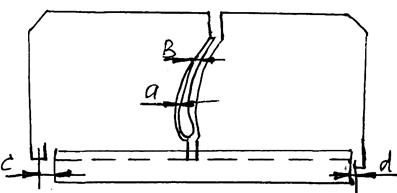
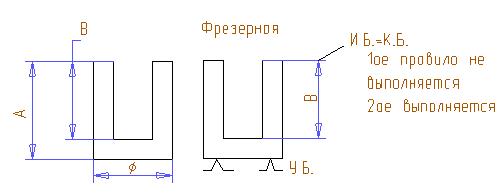
Точность размера В под вопросом.
В анализируемом примере формирование размера В возможно провести по 4ому варианту. В первом варианте выполняется второе правило. Конструкторская база совмещена с исходной базой. Размер В формируется с повышенной точностью(двухзвенев. цепь), но операция выполняется пробными проходами, что является недостатком технологического процесса. Во втором варианте выполняется первое правило размер С может выдерживаться автоматически, но при этом глубина паза будет зависеть от точности выдерживания размеров А и С, что может потребовать повышения точности этих размеров, а это может повысить затраты. Вариант 3 выдерживает все правила, т.е размер В формируется автоматически и выдерживается непосредственно. Этот вариант является оптимальным, но требует разработки спец технической оснастки и усложняется установка заготовок, что может понизить производительность. Четвёртый вариант выполняет третье правило (И. Б. совмещена с установочной, а вторая И. Б. совмещена с конструкторской базой). В этом варианте вводится дополнительная обработка верхнего торца, т.е дополнительные затраты на инструмент и электроэнергию.
Выбор исходных и установочных баз должен обеспечивать минимальное число звеньев. Для обеспечения этого требования необходимо стремиться обрабатывать поверхности заготовки, как технологические сопряжения. Технологические сопряжения называются поверхности, если на всём протяжении тех. процесса обработка одной поверхности проводится при неизменной исходной базе во всех этапах.
Четвёртое правило: если две поверхности связаны, которые не могут быть обработаны в соответствии с правилом 2(2х звеневая цепь), то эти две поверхности необходимо обработать от одной исходной базы. Обобщением этого правила является требования постоянства технических баз. Примером таких построением технических баз являются центровые гнезда(фаски)
1) Универсальные станки(токарно-винторезные, универсально-фрезерный) 2) Универсальное оборудование повышения производительности(револьверный станок) 3)Специальные станки(зубофрезерный, резьбонарезной) 4)Многоинструментные станки, типа «обрабатывающий центр»
Пятое правило: Выбор исходных и установочных баз должен обеспечивать точное число звенев в размерной цепи. Для обеспечения этого требования необходимо стремиться обрабатывать поверхности заготовки, как технологические сопряжение. Технически сопряжение называется поверхность если на всём протяжении тех. процесса обработка одной поверхности производится при неизменной исходной базе во всех этапах.
Шестое правило: При выборе черновых баз необходимо обеспечивать возможность закрепления заготовки, для возможности обработки поверхности, которая в дальнейшем может использоваться в качестве установочных баз
Седьмое правило: Черновая база может использоваться только один раз- в первой операции. Если в детали часть поверхности остаётся необработанной, то в качестве черновой базы, должна выбираться поверхность, которая в дальнейшем не будет обрабатываться.
Восьмое правило: В качестве черновых баз должны выбираться наиболее точные поверхности, которые сформированы основными элементами технической оснастки.
Физические основы съема
Обработка осуществляется Ме при напряжении 150-200 Вольт при межэлектродных зазорах 0,2+0,5 мм. Электроды погружены в диэлектрическую жидкость. При сближении электродов возрастает напряженность электрического поля до нескольких миллионов В.м. В рабочей жидкости существует свободные е, которые начинают двигаться к аноду, бомбандируя атомы рабочей жидкости. При этом происходит ионизация атомов и положительные ионы двигаются к катоду. В рабочей жидкости возникает канал проводимости, заполненный плазмой, t несколько десятков тысяч градусов. Поверхность электродов нагревается до 10 тыс.град. Происходит плавление Ме, его испарение и выбрасывание капелек Ме в рабочую жидкость.
Достоинства метода. 1. Возможность обработки электропроводимости материала любой сложности. 2. Формообразование поверхности любой сложности, т.к. профиль электрода (инстр-та) копируется на детали. 3. Возрастает гибкость метода, т.к. можно обрабатывать на одном и том же оборудовании любой детали при любой форме обрабатываемой поверхности. Недостатки метода. 1. Износ электрода. 2. Рост энергоемкости процесса. 3. Сложное оборудование. В практике используются станки: 1) объемного копирования (прошивка отверстий любой формы, обработка гравюр штампов) 2) проволочной резки. Обработка проводится в бесконечной проволокой, которая перематывается с одной катушку на другую (обрабатывающая поверхность-поверхность проволоки). Источник питания-импульсный генератор. q=T/t t=10..10 Скважность 1-30
q выбирается из условия восстановления диэлектрических свойств рабочей жидкости в паузах. При испытании коротких импульсов (10…10) тяжелые ионы не успеют получить высокую скорость, имеют малую кинетическую энергию и, попадая на катод производят незначительные его разрушения, поэтому катод должен быть инструментом (прям. полярность). При испытании длинных импульсов (10…10) тяжелые ионы рабочей жидкости излучают высокую скорость и активно разрушают поверхность катода. Поэтому катод должен быть заготовкой (обратная полярность). В качестве электродов инструментов используется по уменьшению износа: 1) Вольфрам 2) Медь 3) Латунь 4) Аl 5) Чугун Износ электрода-инструмента оценивается инструмента Износ электрода-инструмента k=l/l R=5…300% Глубина обрабатываемой поверхности (отвер-я)
Для уменьшения износа используются «безизносные» схемы.
25-30-напряжение разложения рабочей жидкости. В паузах при напряжении 25 вольт происходит разложение рабочей жидкости с образованием углерода, которая осаждается на инструменте. В следующем импульсе разрушается в основном слой. Качество поверхностного слоя. Шероховатость поверхности формируется, как обозначение лунок в точке пробоя. d=kw, где w-энергия импульса h=kw k=4…5, к=0,5 R=1/3h
На черновых режимах формируется шероховатость 80-320. На чистовых режимах R=0,65. Формируется дефектный слой глубиной 15-300 мкм. Он имеет сложную структуру.
Зона 1- слой, насыщенный продуктами разложения рабочей жидкости (черный налет, содержащий разложенный свободный углерод).
Зона 2-зона, легированная продуктами, попадающая с инструмента.
Зона 3-белый слой, т.к. происходит интенсивный отвод зерна, формируется мелкозернистая структура с высокой твердостью.
Зона 4-зона термического влияния, имеет измененную структуру, отличающую от основного материала. Зона 5- зона пластической деформации, имеет начисл. и остаточное напряжение. Наличие такого дефектного слоя является отрицательным фактором, т.к. в поверхностном слое формируются микротрещины и при знакопеременных нагрузках происходит усталостное разрушение детали. Область применения ЭЭО: Изготовление объемной, штамповой, литейной оснастки, обработка плит КС, завихрители КС; обработка отверствий некруглой формы; перфораций охлаждаемых лопаток. Ультразвук обработка –(20 тыс.герц) Лазерная обработка ЭЛО Вместо катушка Растет вакуум Растет качество При помещении в поле- U из-ет (незнач.) неэлектр. натер. невыс. прочности со звуком. Звук - упругие волны, распространяющиеся в виде чередующихся сжатия и растяжения частичек среды. За ед. частоты звука принято полное кол-е, которое совершается в 1ед. (Гц). Звуки<30Гц-инфразвуки, >15-20кГц-ультразвуки. Сравнительно просто получить от искусственных источников ультразвук интенсивностью в несколько сот Ват/см. Для хрупких и твердых материалов. Сердце-преобразователь энергии высокочастотных колебаний электродного тока. Ток на преобразовании превращается в энергию ультразвуковых колебаний. Эти превращения происходят в результате магнитно-статической реакции-явление, которое заключается в том, что ряд материалов в переменном магнитном поле изменяет свои линейные размеры с той же частотой, с которой изменяется поле. Таким образом, высокочастотный электрический ток проходит по обмотке, создает переменное магнитное поле, под воздействием которого колеблется преобразователь. А<, для роста А следует резонанс. 1) частота колебаний электрического тока равна собственной частоте преобразователя. 2) Используют концентратор-волну, из этого следует: млА на больших S, стремящейся к б.к, на малых S –к к.в присоед. инструмент, а инструмент к а к месту обработок суспензию абразивную. Зерна абразива малы, попадают между инструментом и материалом. Инструмент обивает их в материал любой формы, для изготовления твердых матриц штампов для сварки, мойки, контроля, измеряет толщину детали.
Э.Л.О. Эл. луч ускорен до большой энергии и сфокусированных в остронаправленный поток e в 50х гг. Труднообрабатываемые материалы: е-резание, фрезерование, плавка, очистка. Эл. Луч нагревает до 6 тыс С мгновенно испариться отв-е. Нет ударной нагрузки, следует-хрупкие материалы. Устройство: электрическая пушка генерирует пучок е; е с катода острофокусируются и ускоряются электро-статистическими и магнитными устройствами (Д<1 мкм) В растущем вакууме следует для е свободного пробега следует вакуумная Си. Изделие на столе движется по горизонтали и вертикали. Луч тоже переместится (чуть-чуть). Если отклоняющее устройство отклонено и столь неподвижно, вкл. фреза-луч. Обработка точных отверстий.
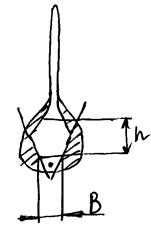
Проводится на радиально-сверлильных станках с использованием накладного зеркального кондуктора. Кондукторная плита центрируется по конструктивной поверхности, которая обработана окончательно. При обработке отверстий необходимо выдерживать следующие размеры: диаметры отверстий, смещение отверстий от номинального положения, размер по углу расположения отверстий. Точность всех этих размеров обеспечивается за счет следующих технических решений: - диаметр отверстий обеспечивается набором переходов (сверление, зенкерование и т.д.); - смещение от номинального положения обеспечивается за счет реализации второй технологической схемы и повышенной точности посадочной поверхности кондукторной плиты, а также использование фиксатора (16), который устанавливается после обработки первого отверстия; - совмещение осей отверстий двух сопрягаемых деталей обеспечивается за счет их обработки по одному и тому же кондуктору. Посадочные диаметры с двух сторон кондуктора имеют взаимное биение не более 8; - глухие отверстия под презонные втулки в дисках турбины обрабатываются по той же схеме, но выдерживается еще дин операционный размер H по глубине. Размер обеспечивается за счет использования специального зенкера, на оправке которого имеется резьба и две гайки для настройки размера. После настройки полученные гайки (14) фиксируются контргайкой (13).
Другие методы обработки.
При изготовлении дисков проводится упрочнение поверхностей (упрочнение диафрагмы диска, упрочнение элементов елочного замка). Для сокращения ручного труда по скруглению острых кромок и снятию заусенцев, могут применяться следующие методы: - электрохимическое скрепление кромок; - турбо-абразивная обработка; - абразивно-жидкостная обработка; - виброшлифование. Турбо-абразивная обработка.
Абразивно-жидкостная обработка. Рабочая жидкость с абразивом подается в инжекторное сопло, куда дополнительно подается сжатый воздух. Частицы абразива получают большую скорость и направляются в зону обработки. Происходит съем металла, диск вращается, а сопла устанавливаются во всех зонах, требующих снятие заусенцев. Виброшлифование. Детали закрепляются в контейнере, в который засыпаются кусочки абразива. Контейнеру придаются колебания в нескольких плоскостях.
Шажирование абразивом. Заготовка в процессе обработки притормаживается. Снимаемый припуск 0,02…0,03мм. В зону обработки подается смазывающая охлажденная жидкость. Для закаленных зубчатых колес нельзя применять хонингование. Шлифование зубчатых колес. Применяется для закаленных зубчатых колес (твердость > 50 HRC). Шлифование проволится методом копирования и методами обкатки. Степень точности 5,6. Методом копирования шлифование проводится на специальных шлифовальных станках, шлифовальный круг заправлен по форме впадины с использованием делительного приспособления. Износ круга компенсируется за счет его правки. Правка производится по копирам алмазными карандашами. Методами обкатки производится шлифование тарельчатыми кругами на станках типа МАГГ. Заготовка устанавливается на оправке в центрах на первой оси с заготовкой (на той же оправке) устанавливается ролик (барабан) обкатки. Диаметр ролика равен диаметру делительного зубчатого колеса. Вся наладка устанавливается на столе станка, стол совершает возвратно-поступательное движение. На барабане обкатки намотана «бесконечная» лента, концы которой закреплены на станине станка. При смещении стола, лента за счет трения поворачивает барабан и зубчатое колесо на заданный угол. Два тарельчатых круга шлифуют две стороны зуба, совершается согласованное движение обкатки, а также перемещение вдоль образующей зуба, так как круги изнашиваются, то через каждые 6 секунд, круги перемещаются в позицию контроля. Положение рабочей поверхности круга изменяется с помощью алмазного щупа. Если износ > 3мкм, круг перемещается на «алмаз».
Притирка зуба. Обработка проводится на специальном притирочном станке, инструмент – 3 чугунных зубчатых колеса, 2 косозубых и одно прямозубое. В зону обработки подается полировальная паста.
Обкатка. Инструмент – три зубчатых колеса из инструментальной стали: два косозубых с различным направлением зуба одно прямозубое. Два скомплектованных зубчатых колеса подготавливаются для сборки, устанавливаются на стенд и работают в паре в течении весьма продолжительного времени.
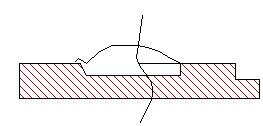
Операция «Разметка». Обработка замка. Замок типа «ласточкин хвост» обрабатывается протягиванием.
При протягивании все поверхности формируются окончательно, но на подошве замка оставляется припуск для шлифования в процессе пригонки по ширине паза, по размерам сборочного цеха. Елочный замок на лопатках турбины может обрабатываться различными методами, но для современного производства самым прогрессивным методом является глубинное высокоскоростное шлифование. Все размеры замка формируются шлифовальным кругом, износ круга компенсируется в процессе его периодической правки с помощью алмазных накатных роликов. Этим же методом обрабатываются все поверхности замковой и бандажной полок, включая лабиринтные поверхности. Необходимо иметь несколько станков для глубинного шлифования, все размеры элементов полок формируются на рабочей поверхности круга с помощью алмазных роликов. Получение заготовок. Рассмотренное ранее: литье с направлением кристаллизации по выплавляемым моделям. Штамповка на ВСМ, изотермическая штамповка. Обработка пера лопаток. Перо лопаток обрабатывается фрезерованием, методом ЭХО, шлифованием, полированием, методом холодного вальцевания. Фрезерование применяется при обработке лопаток с повышенным припуском (средне- и высокоприпусковое) проводится на специальных копировально-фрезерных станках продольными и поперечными строчками. Обработка может быть однострочной и двустрочной. Станки могут быть 1-, 2-, 4-, 6- и 8-шпендельными. На станке закрепляется копировальный ролик, обкатывается по копиру и передает это движение шпинделю станка. Цилиндрическая фреза устанавливается под углом 45° по поверхности заготовок и совершает движение обкатки по профилю. Между строчками остаются выступы, гребешки, которые должны удаляться при последующей обработке (шлифовании). В настоящее время при изготовлении моноколес метод фрезерования формируется в межлопаточных каналах на специальных пятикоординатных станках с ЧПУ. Шлифование пера может проводиться кругом или абразивной лентой. При шлифовании кругом: контакт по линии, увеличение температуры и уменьшение качества поверхности. Поэтому предпочтительно шлифование лентой. Оно проводится на специальных многошлифовальных станках. Используется шлифование ширилентой (по ширине пера) и узкой. Лента прижимается к лопатке с помощью профильных ложементов. Шлифование узкой лентой проводится по двум схемам: продольными и поперечными строчками. Шлифование продольными строчками – лопатка медленно вращается и быстро перемещается в осевом направлении, более высокая точность.
Холодное вальцевание.
Полирование проводится на виброполировочных станках. Наиболее эффективным методом является полирование с помощью алмазных пластинок. Эффективным является метод э/х полирования, а также абразивно-жидкостной обработки при использовании тонкого абразивного порошка. Ручное полирование на полировочных бабках применяется при доводе крупногабаритных лопаток с промежуточной полкой. Операция является очень ответственной, непроизводственной, включает доводку по размерам, большая вероятность появления прижогов. Контроль лопаток. Проводится контроль качества и геометрии лопаток. УЗ методом контролируется возникновение трещины на кромке лопаток. Если лопатка изготовлена из магнитного материала, то трещины можно обнаружить магнитным методом (лопатка намагничивается и засыпается мелким магнитным порошком, потом порошок смахивается и на трещине остается ежик. Наличие пористости определяется люминисцентным контролем. Лопатка покрывается люминисцентной жидкостью, затем эта жидкость полностью с поверхности удаляется, но за счет капиллярного эффекта жидкость остается в порах. Затем поверхность покрывается проявляющимся составом (белая микрокраска). Жидкость выходит на поверхность. При осветлении ультрафиолетовом светом все поры видны в виде точек. Контроль размеров проводится на приборах типа ПОМКЛ-4. Он проводится с помощью измерительных щупов по контрольным сечениям. Длина изменения стержней настраивается по эталонной лопатке. Лопатка базируется по замку. Концы стержней проецируются.
Контроль с помощью шаблонов.
Из тонких закаленных пластин изготавливаются специальные шаблоны по контрольным сечениям для корыта и для спинки. Лопатка устанавливается на приспособление по замку. Шаблоны вставляются в пазы базовой плиты по всем контрольным сечениям. Приводится в соприкосновении с пером лопатки, с помощью щупа контролируются размеры А и В. Шаблоны имеют выступы, по которым контролируется их положение относительно базовых плит и замка лопатки (зазоры c и d). По этим зазорам определяется смещение пера относительно замка и его накала.
Технология машиностроения
Авиационный двигатель как объект производства 3 фактора: 1. Машина высоконагруженная 2. Минимальная масса (легкие материалы, без лишнего Me, малая жесткость) 3. Авиационный двигатель не должен отказать в полете. Двигатель должен иметь повышенный ресурс. Технология может влиять на ресурс. Основы теории размерных цепей. Основные понятия. Технологические размерные расчеты проводятся для определения операционных размеров (прямая проектная задача), а также для проверки выполнения размеров, заданных в чертеже и оптимальности снимаемых операционных припусков (обратная зад   Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 - замыкающее звено
- замыкающее звено - допуск на замыкающее звено
- допуск на замыкающее звено - поле рассеивания
- поле рассеивания - составляющий размер
- составляющий размер - допуск на составляющий размер
- допуск на составляющий размер - поле рассеивания размеров, составляющих звеньев
- поле рассеивания размеров, составляющих звеньев


















 - из справочника
- из справочника



















 Сито сверху посыпают абразивом. Снизу вентилятор поднимает абразив в воздух, то есть образуются диски при соударении.
Сито сверху посыпают абразивом. Снизу вентилятор поднимает абразив в воздух, то есть образуются диски при соударении.