|
|
Анализ необходимости этой операции. ⇐ ПредыдущаяСтр 8 из 8
Конструкцию рабочей поверхности нельзя формировать по первой технологической схеме, так как для обработки используется различное оборудование. Заготовка лопаток должна получаться методами горячего деформирования (высоконагруженная деталь). Для лопаток турбины в настоящее время применяются специальные методы литья и получается прогрессивная безприпусковая заготовка. Заготовка компрессора может быть малоприпусковой (z до 0,7 мм) – горячая вальцовка, среднеприпусковой (до 1,5 мм) – изотермическая штамповка, высокоприпусковой (> 2 мм) – обычная штамповка. Так как видов лопаток очень много, а заготовки могут существенно различаться по величине припуска, то невозможно предложить единую технологию изготовления лопаток. Простейший вариант обработки небольших лопаток – из малоприпусковых заготовок. При базировании лопаток по перу используются поверхности корыта (спинки) в двух сечениях, две точки на входной кромке лопатки.
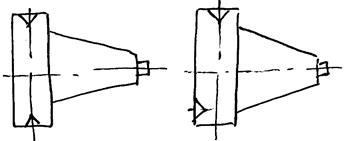
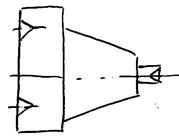
При использовании малоприпусковых заготовок, необходимо проводить распределение припуска, то есть находить оптимальное положение теоретического профиля относительно поверхностей заготовки. Распределение припуска проводим различными методами. Может применяться АРП-1 автомат распределения припуска. Измерительные стержни в приборе настраиваются по эталону лопатки и проводится автоматический поиск оптимального положения заготовки относительно теоретического профиля. Найденное оптимальное положение заготовки фиксируется в технологической оснастке, если прибор работает автономно, то найденное положение фиксируется с помощью зацентровки.
Далее центрированные гнезда могут использоваться в качестве постоянных технологических баз при обработке поверхностей лопатки: замка и пера. Для установки лопаток по перу применяется обработка в кассетах и брикетах. Кассета – приспособление – спутник, в котором устанавливается заготовка и далее совместно с приспособлением передается со станка на станок. Кассета – высокоточное приспособление, в котором имеется две базовые плиты из инструментального материала, обрабатываемые с высокой точностью. Лопатка устанавливается на два ложемента с упором по входной кромке и замков полке.
После установки кассеты лопатка слегка закрепляется винтом и заливается сплавом Вуда ( Достоинства брикетов: низкое количество технологической оснастки. Недостаток: брикет имеет низкую твердость базовых поверхностей, происходит их деформация при закреплении, при больших усилиях резания брикет может развалиться. После обработки замка и технологической прибыли проводится обработка пера по второй технологической схеме. В отделочно-упрочняющем этапе обработки проводится полирование профиля, упрочнение пера лопатки и контроль. Выполнение основных операций. Обработка замка. Замок типа «ласточкин хвост» обрабатывается протягиванием.
При протягивании все поверхности формируются окончательно, но на подошве замка оставляется припуск для шлифования в процессе пригонки по ширине паза, по размерам сборочного цеха. Елочный замок на лопатках турбины может обрабатываться различными методами, но для современного производства самым прогрессивным методом является глубинное высокоскоростное шлифование. Все размеры замка формируются шлифовальным кругом, износ круга компенсируется в процессе его периодической правки с помощью алмазных накатных роликов. Этим же методом обрабатываются все поверхности замковой и бандажной полок, включая лабиринтные поверхности. Необходимо иметь несколько станков для глубинного шлифования, все размеры элементов полок формируются на рабочей поверхности круга с помощью алмазных роликов. Получение заготовок. Рассмотренное ранее: литье с направлением кристаллизации по выплавляемым моделям. Штамповка на ВСМ, изотермическая штамповка. Обработка пера лопаток. Перо лопаток обрабатывается фрезерованием, методом ЭХО, шлифованием, полированием, методом холодного вальцевания. Фрезерование применяется при обработке лопаток с повышенным припуском (средне- и высокоприпусковое) проводится на специальных копировально-фрезерных станках продольными и поперечными строчками. Обработка может быть однострочной и двустрочной. Станки могут быть 1-, 2-, 4-, 6- и 8-шпендельными. На станке закрепляется копировальный ролик, обкатывается по копиру и передает это движение шпинделю станка. Цилиндрическая фреза устанавливается под углом 45° по поверхности заготовок и совершает движение обкатки по профилю. Между строчками остаются выступы, гребешки, которые должны удаляться при последующей обработке (шлифовании). В настоящее время при изготовлении моноколес метод фрезерования формируется в межлопаточных каналах на специальных пятикоординатных станках с ЧПУ. Шлифование пера может проводиться кругом или абразивной лентой. При шлифовании кругом: контакт по линии, увеличение температуры и уменьшение качества поверхности. Поэтому предпочтительно шлифование лентой. Оно проводится на специальных многошлифовальных станках. Используется шлифование ширилентой (по ширине пера) и узкой. Лента прижимается к лопатке с помощью профильных ложементов. Шлифование узкой лентой проводится по двум схемам: продольными и поперечными строчками. Шлифование продольными строчками – лопатка медленно вращается и быстро перемещается в осевом направлении, более высокая точность.
Холодное вальцевание.
Полирование проводится на виброполировочных станках. Наиболее эффективным методом является полирование с помощью алмазных пластинок. Эффективным является метод э/х полирования, а также абразивно-жидкостной обработки при использовании тонкого абразивного порошка. Ручное полирование на полировочных бабках применяется при доводе крупногабаритных лопаток с промежуточной полкой. Операция является очень ответственной, непроизводственной, включает доводку по размерам, большая вероятность появления прижогов. Контроль лопаток. Проводится контроль качества и геометрии лопаток. УЗ методом контролируется возникновение трещины на кромке лопаток. Если лопатка изготовлена из магнитного материала, то трещины можно обнаружить магнитным методом (лопатка намагничивается и засыпается мелким магнитным порошком, потом порошок смахивается и на трещине остается ежик. Наличие пористости определяется люминисцентным контролем. Лопатка покрывается люминисцентной жидкостью, затем эта жидкость полностью с поверхности удаляется, но за счет капиллярного эффекта жидкость остается в порах. Затем поверхность покрывается проявляющимся составом (белая микрокраска). Жидкость выходит на поверхность. При осветлении ультрафиолетовом светом все поры видны в виде точек. Контроль размеров проводится на приборах типа ПОМКЛ-4. Он проводится с помощью измерительных щупов по контрольным сечениям. Длина изменения стержней настраивается по эталонной лопатке. Лопатка базируется по замку. Концы стержней проецируются.
Контроль с помощью шаблонов.
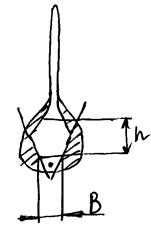
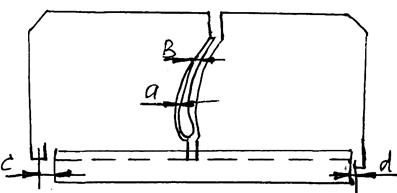
Из тонких закаленных пластин изготавливаются специальные шаблоны по контрольным сечениям для корыта и для спинки. Лопатка устанавливается на приспособление по замку. Шаблоны вставляются в пазы базовой плиты по всем контрольным сечениям. Приводится в соприкосновении с пером лопатки, с помощью щупа контролируются размеры А и В. Шаблоны имеют выступы, по которым контролируется их положение относительно базовых плит и замка лопатки (зазоры c и d). По этим зазорам определяется смещение пера относительно замка и его накала.
  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|



 ); удаляется в кипящей воде. Далее лопатка может устанавливаться на различных станках с высокой точностью. Достоинства установки в кассетах: высокая точность, надежность закрепления. Недостаток – необходимость большого количества технической оснастки. Для устранения этого недостатка используют обработку в брикетах: заготовка заливается в брикеты на универсальном стенде (установке - заливке) при заливки заготовка базируется с помощью измерительных стержней, длина которых настраивается для каждого типа размера по эталонной лопатке. Стержни имеют коническую форму для того, чтобы их легко было удалить из брикета. При заливки лопатка базируется также по входной кромке и замковой полки. После заливки стержни выдергиваются из брикета и сформировывается брикет из сплава Вуды, используется как базы при установке лопатки.
); удаляется в кипящей воде. Далее лопатка может устанавливаться на различных станках с высокой точностью. Достоинства установки в кассетах: высокая точность, надежность закрепления. Недостаток – необходимость большого количества технической оснастки. Для устранения этого недостатка используют обработку в брикетах: заготовка заливается в брикеты на универсальном стенде (установке - заливке) при заливки заготовка базируется с помощью измерительных стержней, длина которых настраивается для каждого типа размера по эталонной лопатке. Стержни имеют коническую форму для того, чтобы их легко было удалить из брикета. При заливки лопатка базируется также по входной кромке и замковой полки. После заливки стержни выдергиваются из брикета и сформировывается брикет из сплава Вуды, используется как базы при установке лопатки.