
|
|
Первичные погрешности, связанные с обработкой.Погрешность, связанная с износом режущего инструмента. В процессе обработки детали, режущий инструмент изнашивается и изменяет свои размеры. Если износ произошел в направлении операционного размера, то погрешность полностью переносится на операционный размер при обработке, настройке. Погрешность, связанная с износом инструмента может достигать величины 50 мкм. Первичная погрешность, связанная с нагревом режущего инструмента. В процессе снятия стружки в зоне резания выделяется значительное количество тепла. Происходит нагрев режущего инструмента, заготовки и стружки. При нагревании инструмент изменяет свои размеры за счет теплового расширения. Если размеры инструмента изменились в направлении операционного размера, то погрешность переносится на размер обработанной поверхности. Для уменьшения этой погрешности применяется охлаждение. Погрешность может составлять до 50 мкм. Первичная погрешность, связанная с нагревом заготовки. В процессе механической обработки заготовка нагревается неравномерно, что оказывает большое влияние на точность заготовки. Для уменьшения величины этой погрешности необходимо: 1) Уменьшить интенсивность источника тепла (уменьшение глубины резания, заточка инструмента). 2) Охлаждение зоны резания (охлаждающие жидкости). 3) Для материалов, имеющих низкий коэффициент теплопроводности для уменьшения перепада температур надо уменьшить интенсивность выделения тепла и увеличивать скорость движения источника тепла (зоны резания) по поверхности заготовки (уменьшение глубины, увеличение скорости резания и подач). Наиболее значимо проявляется этот фактор при обработке титановых сплавов, так как Первичная погрешность, связанная с деформациями технологической системы. При механической обработке в технологической системе действуют значительные усилия резания. В результате чего происходит деформация или перемещение элементов станка, обрабатываемой заготовки, инструмента и приспособления (технологическая оснастка.) Перемещение всех элементов технологической системы в направлении операционного размера приводит к появлению погрешности этого размера. Эта первичная погрешность особенно значима для деталей ГТД (ажурные детали из труднообрабатываемых материалов).
Погрешность, связанная с нагревом станка. При работе станок нагревается, и его узлы перемещаются за счет тепловых деформаций. Это приводит к появлению погрешности обработки. Для уменьшения этой погрешности станок прогревается до начальной обработки. Величина этой погрешности до 0.03 мм. Первичная погрешность, связанная с неточностью мерного инструмента. Если размер формируется мерным инструментом, например, диаметр сверла, то погрешность размера инструмента переводится на деталь. Погрешность, связанная с деформацией заготовки от усилий закрепления.
Эта погрешность проявляется при обработке маложестких заготовок, что характерно для авиадвигателестроения. Для уменьшения этой погрешности проектируется специальная оснастка, которая обеспечивает равномерное распределение усилия закрепления, а также имеет специально подводимые упоры, уменьшающие S-е элементов заготовки.
Погрешность, связанная с неточностью настройки кинематических цепей. При изготовлении детали часто применяют оборудование, в котором перемещение инструмента (заготовки) обеспечивается за счет настройки кулачков, сменных шестеренок и так далее. Например, при нарезке модульной резьбы или червяка производится настройка оборотов ходового винта с помощью шестеренок с некоторой степенью приближения. Эта кинематическая погрешность переносится на шаг нарезаемой резьбы. Первичная погрешность, связанная с действием остаточных напряжений.
В процессе снятия припуска в поверхностном слое формируется напряжение на глубину 0,1мм. Кроме того, при снятии припуска удаляется слой, в котором были ранее сформированы остаточные напряжения. В результате обработки формируется новое поле напряжений, происходит их перераспределение за счет кравления детали. Так как все детали ГТД тонкостенные, то это кравление может составлять значительную величину. Для уменьшения этой погрешности после чернового этапа обработки проводится термообработка для снятия остаточных напряжений. Остаточное напряжение оказывает большое влияние на ресурс деталей, работающих при знакопеременных нагрузках. Для увеличения ресурса на конечных этапах обработки в поверхностном слое должны быть сформированы остаточные напряжения сжатия. Базирование и установка заготовок. Погрешности установок. Базированием называется придание заготовке заданного положения в системе координат станка с требуемой точностью. При базировании заготовка должна быть лишена 6 степеней свободы. Для установки заготовки на станке используется специальная станочная оснастка. От выбранной схемы базирования зависит конструкторская оснастка. Для базирования заготовок используются базы. База – это поверхность, система поверхностей, линия или точка, используемая для базирования. Базы могут быть следующих видов: 1. Конструкторские 2. Технологические Технологические базы могут быть следующих видов: 1. Установочные 2. Измерительные 3. Исходные Установочные могут быть двух видов: 1. Опорные 2. Проверочные Конструкторская база – это поверхность или сочетание поверхностей, определяющее положение детали в сборочной единице. Понятие К.Б. – это любая поверхность, относительно которой заданы конструкторские размеры. Установочная поверхность – это поверхность, используемая для придания заготовке требуемого положения в технологической системе. Опорная установочная база – это поверхность, которая сопрягается с установочными элементами технической оснастки. Проверочная установочная база – это поверхность, по которой выверяется положение заготовки в технологической системе. Исходная база – это поверхность, относительно которой задается операционный размер на операционном эскизе. Обычно исходные и измерительные базы совпадают. Погрешность установки. Погрешность установки определяется разностью положений исходной базы относительно настроенного режущего инструмента, измеренные в направлении операционного размера.
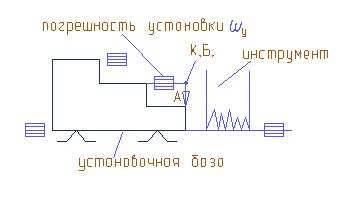
Погрешность установки в технологической системе включает два состояния: 1. Погрешность установки приспособления 2. Погрешность установки заготовки в приспособлении Первичные погрешности, связанные с установкой заготовки. Первичная погрешность связана с деформацией установленной заготовки от усилий закрепления и резания.
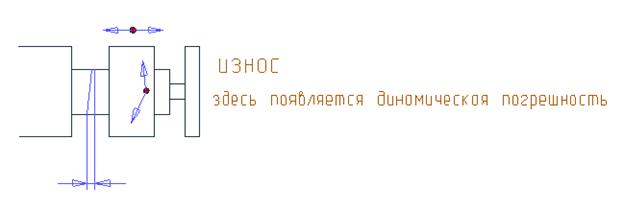
Первичная погрешность связана со статистической или динамической неточностью технической оснастки.
При обработке заготовки с использованием тисков, имеющих значительный износ в подвижной части появляется поворот губок тисков в пределах износа направляющих и заготовка самоустанавливается по перекошенным губкам. Появляется погрешность заготовки. В токарном патроне установленная опорная база совмещается с подвижными кулачками, ось которых смещается в пределах износа механизма перемещения относительно оси вращения шпинделя. Эта величина является погрешностью установки. Погрешности, связанные с неточностью установочных элементов приспособления.
В приведенном примере обрабатывается наружная поверхность втулки, используется цилиндрическая центровая оправка. Втулка устанавливается с зазором. Первичная погрешность установки будет равна величине гарантированного зазора, а также + величины допусков на диаметр оправки и посадочный диаметр втулки. Первичная погрешность, связанная с несовмещением исходных и установочных баз.
В данном примере исходная и установочная базы не совмещаются. Поэтому появляется первичная погрешность, численно равная допуску на длину заготовки, которая называется погрешностью базирования. Первичная погрешность, связанная с простановкой операционного размера.
Проведенный анализ показывает, что погрешность установки зависит от простановки операционного размера. Первичная погрешность, связанная с видом установочного элемента. 1.
2.
3.
Виды первичной погрешности Чтобы определить суммарную погрешность, надо знать вид первичных погрешностей, так как они суммируются по различным видам в зависимости от вида.
Постоянными называются погрешности, которые сохраняют свою величину и направление действия при обработке партии заготовок (например, погрешность настройки станка, погрешность расположения кондукторных втулок). Закономерно - изменяющиеся – это такие погрешности, величина и направление действия которых изменяется по некоторому закону (износ режущего инструмента). Случайные – это погрешности, величину и направление действия которых заранее определить невозможно.
Определение суммарной погрешности. Погрешность определяется 2-мя методами: 1. расчетно-аналитическим 2. опытно-статическим Расчетно-аналитический метод определения погрешности. Определение проводится в следующей последовательности: 1. Изучаются условия выполнения операции и выявляются первичные погрешности. 2. Определяется величина первичных погрешностей по справочникам или расчетным путем, или экспериментально. Выявляются законы распределения закономерно изменяющихся и случайных погрешностей. 3. Проводится суммирование первичных погрешностей в соответствии со следующими правилами: ü Постоянные погрешности между собой суммируются алгебраически (с учетом знака) ü Закономерно изменяющиеся и случайные суммируются по закону квадратного корня с учетом закона распределения ü Постоянные, закономерно изменяющиеся и случайные суммируются арифметически.
  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 имеет очень низкую теплопроводность. Кроме точности, эти факторы оказывают большое влияние на качество поверхностного слоя и на ресурс детали. Величина этой погрешности 50-100 мкм.
имеет очень низкую теплопроводность. Кроме точности, эти факторы оказывают большое влияние на качество поверхностного слоя и на ресурс детали. Величина этой погрешности 50-100 мкм.






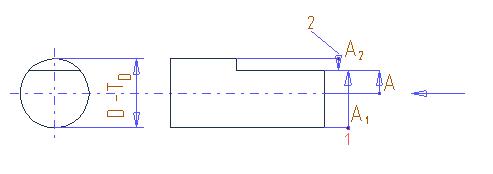
 - от исходной базы
- от исходной базы - от нижней образующей цилиндра
- от нижней образующей цилиндра - от верхней образующей
- от верхней образующей




