|
|
Определение числа ступеней обработки поверхности.Определение ступеней обработки(сколько раз каждая поверхность обрабатывается) является важной технологической задачей. Если количество ступеней завышено, неоправданно повышаются затраты. Приближенное количество ступеней обработки может быть определено по коэффициенту уточнения
Решение о количестве ступеней может определятся в соответствии со справочником технолога. Для точного окончательного уточнения необходимо проводить технический анализ с учётом необходимости термообработки подготовки баз; Количество ступеней обработки зависит от точности заготовки(чем она выше, тем меньше количество ступеней) - от точности готовой детали(чем она выше тем ниже количество ступеней обработки) - от шероховатости поверхности(чем она ниже, тем больше ступеней обработки) - от наличия т.о(при т.о больше кол-во ступеней на 1 -2) - от требуемой точности базирования(количество ступеней может увеличиваться на 1 -2). Разделение тех. процесса на этапы При создании тех. процессов для деталей ГТД в большинстве случаев тех. процесс должен разделятся на этапы, то есть последовательно производятся черновая обработка всех поверхностей(черновой этап) и далее начинается последовательная обработка всех поверхностей по черн. Этапу. Последующее разделение на этапы обусловлено тем, что при обработки одних поверхностей ранее обработанные поверхности получают искажение, т. Е. происходит перераспределение остаточных напряжений в детали, а также неравномерный нагрев детали. Эти факторы в наибольшей степени проявляются для маложёстких деталей ГТД, из деталей имеющих низкую теплопроводность. Разделении тех. процесса на этапы приводит к усложнению тех. процесса, повышению стоимости, повышение производственного цикла, повышение незавершенного производства
Определение последовательности обработки поверхностей При определении последовательности обработки поверхности учитывается 1)схема простановки размеров 2)технические требования на изготовление детали 3)ранг поверхности
(1) при ценной простановке размеров обработка может начинаться с любой поверхности далее по цепочке (2) при координатной простановки обработка должна начинаться с поверхности номер 1, далее в любой последовательности. (3)Смешанная простановка- размеры проставлены по корд. СИ, обрабатывается в соответствии с правилами корд. Си, далее по цепочке.
2)
1) токарная обработка наружной поверхности 2) сверление 3) растачивание
1) сверление 2) растачивание 3) токарная обработка наружной поверхности Приведённая в примере деталь имеет низкую жесткость и высокую точность взаимного расположения наружного и внутреннего диаметра. Если установить последовательность обработки по 1ому варианту, то при сверлении отверстия произойдёт увод его оси, и устранить эту погрешность в дальнейшем невозможно, так как наружный диаметр обработан окончательно ранее. Во втором варианте обработка наружного диаметра производится в последнюю очередь и увод оси отверстия будет исправлен таким образом можно сформировать правило, что в чистовых этапах, внутренняя поверхность должна обрабатываться раньше чем наружная. И далее они должны использоваться в качестве установочной базы, так как при обработки наружных поверхностей жесткость технологич. СИ намного выше, что позволяет обеспечить точное расположение наружных поверхностей относительно внутренних.
3) Ранг
4->2->3->1 В рассмотренном примере конструкция детали однозначно требует обработки диам.(4), фрезерование ступен. (2), сверление (3), и обработка фаски(1).
Выбор оборудования Выбор оборудования является важной технологической и экономической задачей, так как от оборудования зависит степень интегрированности тех. процесса, варианты автоматического выдерживания размеров, оптимальность режимов обработки, необходимость в организации производственного процесса, технологическая себестоимость и тд. Всё оборудование условно разделяются на 5 групп. При выборе оборудования необходимо учитывать типо-размер оборудования и его соответствие обрабатываемой заготовки по мощности привода, режимам резанья; по точности станка; по кол-ву управляемых координат; по количеству инструмента; учитываются варианты настройки станка для автоматического выдерживания размеров.
Выбор баз Выбор баз является наиболее сложной технологической задачей, так как от выбора баз зависят условия наладки оборудования, конструкция станочной оснастки, условия выполнения операций и вспомогательное время, возможность обработки при автоматическом выдерживании размеров или пробными прото Первое правило: для обеспечения автоматического выдерживания операционных размеров необходимо совместить первую исходную и установочные базы. Первой исходной базой называется поверхность относительно которой задан первый размер выдерживаемый в данной операции
Второе правило: Для непосредственного выдерживания Кр. На последних операциях тех. процесса необходимого совмещать исходную и конструкторскую базы
Третье правило: Обобщение первых двух правил является необходимость совмещения установочных первой исходной и конструкторской баз.
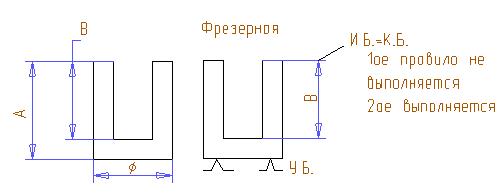
Точность размера В под вопросом.
В анализируемом примере формирование размера В возможно провести по 4ому варианту. В первом варианте выполняется второе правило. Конструкторская база совмещена с исходной базой. Размер В формируется с повышенной точностью(двухзвенев. цепь), но операция выполняется пробными проходами, что является недостатком технологического процесса. Во втором варианте выполняется первое правило размер С может выдерживаться автоматически, но при этом глубина паза будет зависеть от точности выдерживания размеров А и С, что может потребовать повышения точности этих размеров, а это может повысить затраты. Вариант 3 выдерживает все правила, т.е размер В формируется автоматически и выдерживается непосредственно. Этот вариант является оптимальным, но требует разработки спец технической оснастки и усложняется установка заготовок, что может понизить производительность. Четвёртый вариант выполняет третье правило (И. Б. совмещена с установочной, а вторая И. Б. совмещена с конструкторской базой). В этом варианте вводится дополнительная обработка верхнего торца, т.е дополнительные затраты на инструмент и электроэнергию.
Выбор исходных и установочных баз должен обеспечивать минимальное число звеньев. Для обеспечения этого требования необходимо стремиться обрабатывать поверхности заготовки, как технологические сопряжения. Технологические сопряжения называются поверхности, если на всём протяжении тех. процесса обработка одной поверхности проводится при неизменной исходной базе во всех этапах.
Четвёртое правило: если две поверхности связаны, которые не могут быть обработаны в соответствии с правилом 2(2х звеневая цепь), то эти две поверхности необходимо обработать от одной исходной базы. Обобщением этого правила является требования постоянства технических баз. Примером таких построением технических баз являются центровые гнезда(фаски)
1) Универсальные станки(токарно-винторезные, универсально-фрезерный) 2) Универсальное оборудование повышения производительности(револьверный станок) 3)Специальные станки(зубофрезерный, резьбонарезной) 4)Многоинструментные станки, типа «обрабатывающий центр»
Пятое правило: Выбор исходных и установочных баз должен обеспечивать точное число звенев в размерной цепи. Для обеспечения этого требования необходимо стремиться обрабатывать поверхности заготовки, как технологические сопряжение. Технически сопряжение называется поверхность если на всём протяжении тех. процесса обработка одной поверхности производится при неизменной исходной базе во всех этапах.
Шестое правило: При выборе черновых баз необходимо обеспечивать возможность закрепления заготовки, для возможности обработки поверхности, которая в дальнейшем может использоваться в качестве установочных баз
Седьмое правило: Черновая база может использоваться только один раз- в первой операции. Если в детали часть поверхности остаётся необработанной, то в качестве черновой базы, должна выбираться поверхность, которая в дальнейшем не будет обрабатываться.
Восьмое правило: В качестве черновых баз должны выбираться наиболее точные поверхности, которые сформированы основными элементами технической оснастки.
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 , где Т-допуск.
, где Т-допуск. (1)
(1) (2)
(2) (3)
(3)