
|
|
Смазка оборудования, виды смазывающих устройствСтр 1 из 8Следующая ⇒ Содержание
1. Ознакомление с предприятием. 1.1 Краткая история предприятия. 1.2 Схема управления предприятия. 1.3 Ассортимент выпускаемой продукции.
2. Схема технологического процесса. 3. Оборудование, используемое в технологическом процессе, его назначение и устройство. Смазка оборудования, виды смазывающих устройств. 4. Применяемые слесарные инструменты и контрольно- измерительные инструменты и приборы, приспособления и правила пользования ими. 5. Структура ремонтной службы предприятия. 6. Права и обязанности работников ремонтной службы. 7. Чистка, промывка, притирка деталей и их сортировка. 8. Грузоподъемные механизмы и устройства, используемые в технологическом процессе. 9. Способы определения износа деталей. 10. Способы восстановления и упрочнения изношенных деталей и нанесения защитного покрытия. 11. Организация и проведение монтажных работ. 12. Техника безопасности при проведении монтажных и ремонтных работ.
Начало пунктов берем с предприятий или из интернета, с их сайтов
с 1 по 3 пункт
1.1 Краткая история предприятия. 1.2 Схема управления предприятия. 1.3 Ассортимент выпускаемой продукции. 1.4 Сырьё, поступающее на предприятие. 2. Схема технологического процесса. 3. Оборудование, используемое в технологическом процессе, его назначение и устройство.
Смазка оборудования, виды смазывающих устройств
Надежность и долговечность машин в значительной степени зависит от правильного выбора смазочных материалов и режимов смазки. Это способствует повышению производительности машин и снижению эксплуатационных расходов. Смазочные материалы снижают потери мощности на трение, уменьшают интенсивность изнашивания деталей, удаляют с поверхности трения продукты износа, уплотняют зазоры, тем самым защищая соединения от попадания посторонних частиц, очищают поверхности деталей от загрязняющих отложений, отводит тепло от соединения и стабилизируют температуру Деталей, предохраняют детали от коррозии, амортизируют ударные нагрузки в сочленениях. В зависимости от происхождения смазочные материалы разделяют на Следующие группы: минеральные, получаемые из нефти, угля и других Минералов; растительные, получаемые из растений (хлопка, подсолнечника и ДР-); животные, получаемые из жира животных (свиное сало, тюлений, Китовый, рыбий жиры и др.); синтетические, получаемые в результате химического синтеза. В настоящее время наибольшее распространение имеют смазочные материалы минерального, в первую очередь нефтяного, происхождения вследствие своих сравнительно высоких качеств и невысокой стоимости, но все шире применяются и высококачественные синтетические материалы. По физическим свойствам смазочные материалы подразделяют смазочные масла, консистентные смазки и твердые смазочные материалы (графит, тальк). К смазочным маслам относятся смазочные материалы, которые сохраняют текучесть при 10 -15 °С; консистентные смазки при этой температуре переходят в мазеподобное состояние. Системы смазки машин Для подачи смазочного материала к трущимся поверхностям леталей машин используют две системы смазки; индивидуальную и централизованную. В индивидуальных системах к каждой смазываемой паре подводится смазка при помощи отдельных смазочных устройств. В централизованных системах одно смазочное устройство используется для смазки нескольких трущихся пар. Системы смазки разделяют по времени действия, способу подачи смазки по характеру ее циркуляции. По времени действия смазка может быть периодической и непрерывной; по способу подачи - принудительной и принудительной; по характеру циркуляции - проточной, циркуляционной и смешанной. Периодическая смазка производится в промежутки времени, предусмотренные инструкцией по техническому обслуживанию, а непрерывная - через заранее установленные периоды или непрерывно в процессе работы машины. Принудительная подача смазки к рабочим поверхностям деталей выполняется насосами различных типов, а в системах В индивидуальных системах применяют периодическую и непрерывную смазки. При периодической смазке смазочные материалы поступают к рабочим поверхностям через масленки. Непрерывная непринудительная смазка происходит при работе деталей в масляной ванне (зубчатые передачи, подшипники в редукторах). Непрерывная принудительная смазка осуществляется непрерывной подачей масла в зону контакта трущихся деталей насосом (разбрызгиванием или под давлением). Централизованную систему консистентной смазки применяют для ходовой части экскаваторов, перегружателей, отвалообразователей, опорно-поворотнных устройств, блоков, полиспастов подъема стрелы и т.д. Смазка подается ручным насосом с гидроприводом. На каждую гусеницу устанавливается своя система смазки. Для смазки приводов ротора, конвейеров, поворотных механизмов, гусеничной цепи, подъема стрел применяют циркуляционную систему жидкой смазки. Подача масла осуществляется шестеренчатыми насосами. Выбор смазочных материалов При выборе смазочного материала для определенной сборочной единицы машины необходимо учитывать удельные давления, скорости скольжения, температуру рабочих поверхностей и их состояние, расположение трущихся пар, характер нагрузок, особенности системы смазки. Сборочные единицы, работающие с большим удельным давлением, смазывают более вязкими смазочными материалами, так как под действием нагрузок смазка может выдавливаться. Чрезмерное повышение вязкости при больших скоростях приводит к перегреву деталей (например, подшипников). Поэтому с повышением скорости следует использовать смазочные материалы с пониженной вязкостью. С увеличением зазора в сопряжении и температуры рабочей поверхности вязкость смазочных материалов увеличивают. В системах смазки, обеспечивающих постоянный приток смазочных материалов к трущимся поверхностям, применяют масла с небольшой вязкостью, а в системах, которые должны удерживать смазку на поверхности детали, - консистентные смазки. Назначение смазочных материалов для сборочных единиц машин, как правило, производится в соответствии с инструкцией завода-изготовителя. В тех случаях, когда инструкция по смазке отсутствует, а по имеющейся документации нельзя установить сорт масла, его подбирают практическим путем. Для этого замеряют температуру, например, у подшипника после его 15 или 20-минутной работы с различными сортами масла. По минимальной полученной температуре определяют наиболее подходящий вид смазки.
Смазочные устройства. В зависимости от вида смазочной системы, а также смазочного материала смазочные устройства подразделяются на устройства для индивидуального и централизованного смазывания, проточные и циркуляционные, для жидких (минеральных) масел и густых(консистентных) смазок.
Устройства для индивидуального смазывания различают по способу - ручному и автоматическому. При ручном способе трущиеся поверхности поливают периодически смазкой из масленки или с помощью шприца через специально предусмотренные отверстия, которые часто для защиты от грязи закрывают масленками, например с шариковым клапаном (рис. 3.1, а). В данном случае смазка (густая или жидкая) подается с помощью шприца. К о л п а ч к о в а я масленка (рис. 3.1, б) применяется для подачи густой смазки; завинчиванием колпачка масленки создается давление, при котором смазка подается к смазываемой поверхности. Недостаток рассмотренных смазочных устройств заключается в том, что рабочему приходится часто повторять операцию смазывания. Масленки а в т о м а т и ч е с к о г о действия обеспечивают лучшие условия смазывания и сокращают время обслуживания оборудования. Непрерывно действующая ф и т и л ь н а я масленка показана на рис. 3.1, в. Из нее масло в
в) г) Рис. 3.1. Масленки индивидуального смазывания: а - с шариковым клапаном; б - колпачковая; в - фитильная; г - капельная;
13 специальную петлю 4, сделанную из мягкой тонкой проволоки. В тех случаях, когда смазывание должно производиться точными дозами масла (например, шпинделей шлифовальных станков), применяют капельные масленки (рис. 3.1, г). Количество подаваемого из них масла регулируют подвинчиванием гайки 6. Масло поступает к смазываемым рабочим поверхностям через отверстие 8, сечение которого увеличивается или уменьшается в зависимости от положения иглы 7. Подвинчивая или отвинчивая гайку 6, поднимают или опускают связанную с ней иглу. О количестве подаваемого масла судят по частоте падения капель, видимых
движении поршня вверх масло из резервуара плунжерного через трубку 8 и обратный клапан 7 засасывается в полость 6. При перемещении поршня вниз масло через обратный клапан 4 поступает в маслопровод 3 и далее - к месту смазывания, затем стекает обратно в резервуар.
Рис. 3.2. Смазочный насос 1 - шарикоподшипник; 2 - поршень; 6 - полость; 8- трубка Рис. 4. Верстак слесарный двухместный Слесарные тиски по конструктивному исполнению разделяют на параллельные с подвижной задней или передней щекой и стуловые (рис 5).
Рис. 5. Слесарные тиски: а – параллельные; б – стуловые К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек. Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают. Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла. Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки. Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков. Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков. Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах. Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.
Рис. 6. Винтовые слесарные зажимы Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7,к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
Щипцы служат для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также удерживать детали при обработке и сборке, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают следующие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
Съемник – это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющей плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой. Слесарная ручная щековая таль относится к слесарному вспомогательному оборудованию и используется для подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сбороч-ных работах. Грузоподъемность талей – до 1,5 т. На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей. Отвертки служат для вывинчивания и завинчивания шурупов И винтов с головками различных форм, имеющими диаметральные шлицы (пропилы). Стандартные отвертки делятся на проволочные и с деревянными рукоятками.
Лезвие отверток должно быть параллельно граням шлицы винта или шурупа и входить в него на всю глубину с небольшим зазором. Лезвие заостренной формы сминает шлиц, портит винт и затрудняет работу, поэтому такая форма лезвия отвертки нежелательна.
Зубила применяют для рубки металла и отрубки плоскостей. Крейцмессели используют для прорубания канавок, а иногда отверстий и пазов.
Вспомогательные инструменты и материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
Поверочный инструмент применяют при монтаже для проверки точности установки отдельных деталей и узлов и правильности сборки всей машины. К поверочным инструментам относятся: поверочная линейка, ватерпас, рамочный ватерпас, отвес, масштабная линейка, кронциркуль, нутром ер, штангенциркуль, щупы, рейсмус.
К универсальным измерительным инструментам для контроля размеров, используемым в слесарном деле, относятся складная мерная металлическая линейка или металлическая рулетка, штангенциркуль универсальный, кронциркуль нормальный для наружных замеров, нутромер нормальный для измерения диаметра, простой штангенглубиномер, угломер универсальный, угольник на 90°, а также циркули (рис. 1). К простым специальным инструментам для контроля размеров, используемым в слесарном деле, относятся линейка угловая с двух сторонним скосом, линейка прямоугольная, шаблон резьбовой, щуп, пробка сборная односторонняя, пробка двухсторонняя предельная, скоба предельная односторонняя и скоба предельная двухсторонняя (рис. 2). Универсальный штангенциркуль – это мерный инструмент, служащий для внутренних и наружных измерений длины, диаметра и глубины. Он состоит из направляющей штанги, выполненной заодно с губкой, имеющей две опорные поверхности (нижнюю – для наружных и верхнюю – для внутренних замеров), ползуна, который составляет одно целое с нижней подвижной губкой для наружных измерений и верхней подвижной губкой – для внутренних измерений, зажимной рамки и выдвигающейся рейки глубиномера. На направляющей штанге нанесены миллиметровые деления.
На нижней части ползуна даны деления нониуса. Штангенциркули односторонние и двухсторонние отличаются от штангенциркуля универсального конструкцией. Диапазон измерений штангенциркулей разных размеров от 0 до 2000 мм. Нониус – это деления, нанесенные на нижней части ползуна штангенциркуля. При отсчете при помощи нониуса к числу целых делений штанги, расположенных ниже нуля шкалы нониуса, следует прибавить число десятых или сотых долей миллиметра, которое соответствует числу интервалов на шкале нониуса до штриха этой шкалы, совпадающего с одним из штрихов шкалы штанги. В зависимости от градуировки нониуса штангенциркулем можно измерять размеры с точностью 0,1, 0,05 или 0,02 мм.
Штангенциркуль с точностью измерений до 0,05 мм имеет нониус с двадцатью делениями на длине 19 мм, т. е. расстояние между делениями нониуса составляет 0,95 мм. Штангенциркуль с точностью измерений до 0,02 мм имеет нониус с пятьюдесятью делениями на длине 49 мм, т. е. расстояние между делениями равно 0,98 мм. Кронциркуль – это мерный инструмент, используемый в слесарном деле для снятия и переноса размеров детали на масштаб. Различают следующие виды кронциркулей и нутромеров: нормальные для наружных или внутренних замеров; пружинные для наружных или внутренних замеров. В кронциркуле может быть шкала для внутренних замеров. Циркуль служит для вычерчивания окружностей, кривых линий или для последовательного переноса положения точек на линии при разметке деталей. Различают пружинные циркули и циркули с дуговым установом. Шаблон угла, называемый угольником, служит для проверки или вычерчивания углов на плоскости обрабатываемого изделия. Угольники бывают плоские (обычные и лекальные), а также плоские с широким основанием. Угольник на 90° – это стальной шаблон прямого угла. Часто, используются стальные угольники с углом 120°, 45° и 60°. Прямоугольные и граненые линейки являются простым слесарным вспомогательным инструментом для проверки плоскостности или прямолинейности поверхности. К прямоугольным линейкам относятся сплошные прямоугольные, с широкой рабочей поверхностью двутаврового сечения и линейки-мостики с широкой рабочей поверхностью. Граненые линейки бывают с двухсторонним скосом, трехгранные, четырехгранные. Граненые линейки выполняются с высокой точностью. К шаблонам, которые часто использует слесарь, относятся угольники, шаблоны для резьбы, щупы, шаблоны для фасонных поверхностей. Права начальника РМЦ Начальник РМЦ имеет право: 1)Требовать от подчиненных ему лиц своевременного и точного выполнения его распоряжений. 2)Предоставлять директору фабрики предложения о премировании работников, а также о снижении премии или лишении ее полностью отдельных работников. 3)Предоставлять директору фабрики предложения о дисциплинарных взысканиях на работников, за нарушения или трудовой производственной дисциплины. Ответственность. Начальник РМЦ имеет ответственность за: 1)Выполнение в срок и качественного графика ремонта оборудования при соблюдении норм простоя оборудования. 2)Строгое соблюдение требований техники безопасности, производственной санитарии и противопожарной безопасности. Экономное расходование сырья во вспомогательных материалах энергоресур Состояние производственной и трудовой дисциплины.
Бригадир ремонтной бригады Он имеет те же права, что и помощник мастера в цехе. Он подчиняется мастеру по ремонту участка. Бригадир назначается из наиболее квалифицированных членов ремонтной бригады. Он является непосредственным руководителем ремонтной бригады. Бригадиру входит в обязанность организовывать работу бригады, таким образом, чтобы обеспечить своевременное и качественное выполнение ремонта в соответствии с профилем. Он распределяет членов бригады по рабочим местам, инструктирует их, внедряет новые методы ремонта. Бригадир выполняет наиболее ответственные ремонтные работы, производит регулировку основных узлов машины, наладку механизмов, и всей машины. Бригадир должен помогать мастеру РМЦ в выполнении возложенных на него обязанностей.
Подготовка деталей к сварке Необходимым условием высококачественного ремонта детали сваркой является подготовка ее к сварке. Этот процесс заключается в создании необходимой формы места соединения для обеспечения достаточной сцепляемости с направленным металлом. Способ подготовки зависит от характера повреждения детали, ее материала, формы и размеров. Подготовка к сварке при восстановлении изношенной поверхности треснувших деталей заключается в очистке поверхности от грязи, жиров и ржавчины щетками, наждачной бумагой, а также обжигом. Наружные дефекты (трещины, надрывы) устраняют вырубанием зубилом, выстрагиванием, высверливанием. При толщине стенок детали меньше 5 мм разделку не производят, а зачищают участок вокруг трещины на 20-25 мм. При толщине детали 5-12 мм производят V-образную разделку при угле раскрытия 60º. Если толщина детали больше 12 мм, производят двустороннюю разделку (Х-образную). Во избежание дальнейшего распространения трещины ее концы засверливают. Если трещина расположена близко от края детали, ее нужно удлинить и довести до края. У поломанных деталей в месте соединения разделывают кромки. Форма кромок зависит от толщины стенок деталей.
При толщине стенок до 1,5 мм кромки не скашивают, при толщине до 12 мм им придают V-образную форму, а при толщине свыше 12 мм - Х-образную. Для правильной установки отломанной части детали излом можно не вырубать, а использовать специальные приспособления (зажим, кондукторы и т.п.). При сварке толстостенных чугунных деталей для усиления связи направленного металла с основным в скошенные фаски ввинчивают стальные шпильки – ввертыши. Диаметр шпилек выбирают в зависимости от толщины b детали в месте излома в пределах d=(0,3-0,4) b; глубина ввинчивания t=(4-6) d. При подготовке детали к ремонту резьбовых соединений изношенная или сорванная резьба должна быть полностью удалена. Изношенную поверхность под наплавку подготавливают таким образом, чтобы наплавленный слой имел одинаковую толщину и чтобы толщина этого слоя была не меньше 2 мм. Газовая сварка
В процессе газовой сварки можно регулировать мощность, состав и направление пламени в горелке. Это позволяет применять газовое пламя для сварки и восстановления мелких и тонкостенных деталей из различных металлов и сплавов. Для газовой сварки необходимы: газы – кислород и горючий газ (ацетилен или его заменитель); присадочная проволока; соответствующее оборудование и аппаратура (ацетиленовый генератор, кислородные баллоны, кислородные редукторы, горелки, резиновые рукава); принадлежности для сварки (очки со светофильтром, молоток, набор ключей для горелки и резака, стальные щетки для очистки металла и сварного шва); сварочный стол и приспособления для сборки и закрепления деталей при сварке, флюсы или сварочные порошки. Электросварка Электросварку применяют для ремонта деталей обувных машин из конструкционных сталей, чугунов и в некоторых случаях из цветных металлов. В ремонтно-механических цехах обувных фабрик применяется сварка как переменным током от специальных трансформаторов, так и постоянным током – от преобразователей.
Рисунок 10.1
Принципиальные и монтажные схемы поста для ручной дуговой сварки: а и б –переменным током; в и г – постоянным током На рисунке 10.1 показана принципиальная электрическая схема поста для ручной дуговой сварки переменным (а и б) и постоянным (в и г) током. От сети 1 переменный ток напряжением 220 или 380 В через рубильник 2 и предохранитель 3 подается к сварочному трансформатору (преобразователю) 4, где ток трансформируется до напряжения 60-75 В, необходимого для возбуждения дуги, и по сварочным проводам 5 через зажимы 6 и электрододержатель 7 подводится к изделию 8. Преобразователь 4 состоит из асинхронного электродвигателя и сварочного генератора, соединенных между собой общим валом. Такие преобразователи вырабатывают постоянный ток напряжением 30-40 В. Сварка чугунных деталей В обувных машинах из чугуна изготовлены многие детали: станины, маховики, шкивы, шестерни, рычаги, эксцентрики и т.п.
Газовая сварка чугунных деталей. Наиболее надежным способом сварки чугуна является газовая сварка, так как она дает возможность получить наплавленный металл, по своим качествам весьма близкий к основному металлу. Это объясняется тем, что при газовой сварке происходят более длительное и равномерное нагревание и охлаждение свариваемой детали, чем при дуговой сварке. Газовую сварку деталей из чугуна следует производить с применением предварительного нагревания, общего или местного. В качестве присадочного материала используют чугунные стержни диаметром 4, 6, 8, 10, 12 мм марки А и Б длинной 400-700 мм (ГОСТ 267-70). Электродуговая сварка чугунных деталей. Дуговая сварка чугуна может быть горячей и холодной. При горючей сварке всю деталь, реже ее свариваемую часть, нагревают до температуры 350-600º С. При этом применяют угольные графитовые, чугунные, стальные и легированные электроды, а так же электроды из цветных металлов. Кромки под сварку разделывают механическим или огневым способом. Сварку выполняют переменным или постоянным током. Величину тока подбирают из расчета 20-35 А на 1 мм диаметра электрода. При холодной сварке чугуна ее ведут с перерывами, отдельными участками так, чтобы изделие не нагревалось свыше 50-60º С, поскольку при этом в нем могут возникнуть трещины. Сварка стальных деталей Газовая сварка стальных деталей. Большое количество деталей в обувных машинах изготовлено из низкоуглеродистой, среднеуглеродистой и легированной стали. К ним относятся валы, эксцентрики, ползуны, матрицы, пуансоны, рычаги и другие детали. Детали из низкоуглеродистой стали (до 0,3%) углерода хорошо свариваются как при газовой, так и при дуговой сварке. С повышением содержания углерода (свыше 3% углерода) сварка затруднена, так как при быстром остывании основной металл закаливается и становится хрупким, а наплавленный – делается пористым. Чтобы замедлить остывание детали, ее предварительно нагревают или применяют многослойную сварку. Электродуговая сварка стальных деталей. Электродуговую сварку стальных деталей производят с учетом свойств металла. Электроды при этом используют те же, что и при газовой сварке.
Содержание
1. Ознакомление с предприятием. 1.1 Краткая история предприятия. 1.2 Схема управления предприятия. 1.3 Ассортимент выпускаемой продукции.
2. Схема технологического процесса. 3. Оборудование, используемое в технологическом процессе, его назначение и устройство. Смазка оборудования, виды смазывающих устройств. 4. Применяемые слесарные инструменты и контрольно- измерительные инструменты и приборы, приспособления и правила пользования ими. 5. Структура ремонтной службы предприятия. 6. Права и обязанности работников ремонтной службы. 7. Чистка, промывка, притирка деталей и их сортировка. 8. Грузоподъемные механизмы и устройства, используемые в технологическом процессе. 9. Способы определения износа деталей. 10. Способы восстановления и упрочнения изношенных деталей и нанесения защитного покрытия. 11. Организация и проведение монтажных работ. 12. Техника безопасности при проведении монтажных и ремонтных работ.
Начало пунктов берем с предприятий или из интернета, с их сайтов
с 1 по 3 пункт
&nb   Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 1.4 Сырьё, поступающее на предприятие.
1.4 Сырьё, поступающее на предприятие.
 Классификация смазочных материалов
Классификация смазочных материалов непринудительных - самотеком. В проточных системах смазочные материалы пропускаются через смазываемые поверхности и не возвращаются к ним, а в циркуляционных системах многократно возвращаются к ним.
непринудительных - самотеком. В проточных системах смазочные материалы пропускаются через смазываемые поверхности и не возвращаются к ним, а в циркуляционных системах многократно возвращаются к ним. Устройства для смазывания консистентными (иногда высоко-вязкими) смазочными материалами относятся к проточным. Это объясняется тем, что густые смазки, использованные однажды, теряют свои смазочные свойства и не могут быть использованы вторично. Густая смазка подается к комплексу трения под давлением - вручную шприцем, автоматически пружиной либо насосом.
Устройства для смазывания консистентными (иногда высоко-вязкими) смазочными материалами относятся к проточным. Это объясняется тем, что густые смазки, использованные однажды, теряют свои смазочные свойства и не могут быть использованы вторично. Густая смазка подается к комплексу трения под давлением - вручную шприцем, автоматически пружиной либо насосом. б)
б) нужных количествах каплями попадает к смазываемому месту через фитиль 1, очищаясь с его помощью от грязи. Конец фитиля, помещенный у предназначенного для смазывания места, всегда расположен ниже конца, находящегося в резервуаре 2 масленки.
нужных количествах каплями попадает к смазываемому месту через фитиль 1, очищаясь с его помощью от грязи. Конец фитиля, помещенный у предназначенного для смазывания места, всегда расположен ниже конца, находящегося в резервуаре 2 масленки.
 Количество подаваемого масла зависит от толщины фитиля и плотности его посадки в канале масленки: чем плотнее он посажен в канале, тем меньше подача масла. Фитиль изготавливают из шерстяных ниток и вводят
Количество подаваемого масла зависит от толщины фитиля и плотности его посадки в канале масленки: чем плотнее он посажен в канале, тем меньше подача масла. Фитиль изготавливают из шерстяных ниток и вводят С м а з о ч н ы й н а с о с плунжерного типа (рис. 3.2) установлен 13 коробке скоростей станка. Возвратно-поступательное движение поршень 2 получает от пружины 5 и шарикоподшипника 1, установленного эксцентрически на одном из валов. При
С м а з о ч н ы й н а с о с плунжерного типа (рис. 3.2) установлен 13 коробке скоростей станка. Возвратно-поступательное движение поршень 2 получает от пружины 5 и шарикоподшипника 1, установленного эксцентрически на одном из валов. При

 имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
 Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж).
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж). Рис. 7. Ключи гаечные
Рис. 7. Ключи гаечные
 Рис. 8. Слесарные щипцы
Рис. 8. Слесарные щипцы Напильники применяют для опиловки металла. По числу насечек на 1 см длины напильники делятся на драчевые н личные, или бархатные. Кроме того, напильники отличаются по форме профиля: плоские, трехгранные, квадратные, полукруглые, круглые и др. Для мелких и точных работ применяют надфили. В наборе инструментов для монтажа машины необходимо иметь несколько напильников различных типов и профилей и
Напильники применяют для опиловки металла. По числу насечек на 1 см длины напильники делятся на драчевые н личные, или бархатные. Кроме того, напильники отличаются по форме профиля: плоские, трехгранные, квадратные, полукруглые, круглые и др. Для мелких и точных работ применяют надфили. В наборе инструментов для монтажа машины необходимо иметь несколько напильников различных типов и профилей и 
 Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90'
Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90'
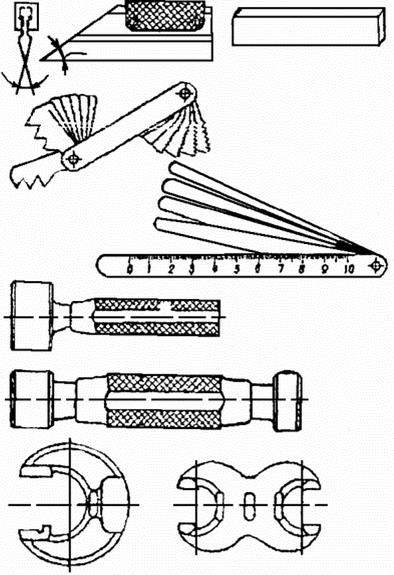 Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя
Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя Несет материальную ответственность за сохранность собственности цеха.
Несет материальную ответственность за сохранность собственности цеха. Газовая сварка широко используется при ремонте деталей. Этот способ сварки сравнительно прост, не требует сложного оборудования и источников электроэнергии. С помощью газовой сварки можно сварить почти все металлы, применяемые в технике. Такие металлы, как чугун, медь, латунь и ряд других металлов, легче поддаются газовой сварке, чем дуговой, поэтому ее широко применяют при ремонте оборудования на обувных предприятиях.
Газовая сварка широко используется при ремонте деталей. Этот способ сварки сравнительно прост, не требует сложного оборудования и источников электроэнергии. С помощью газовой сварки можно сварить почти все металлы, применяемые в технике. Такие металлы, как чугун, медь, латунь и ряд других металлов, легче поддаются газовой сварке, чем дуговой, поэтому ее широко применяют при ремонте оборудования на обувных предприятиях.
 Сварка чугуна представляет определенные трудности, так как при быстром охлаждении и выгорании части углерода и кремния чугун отбеливается и становится хрупким. Вследствие этого ремонт чугунных деталей с помощью сварки необходимо проводить очень аккуратно и тщательно.
Сварка чугуна представляет определенные трудности, так как при быстром охлаждении и выгорании части углерода и кремния чугун отбеливается и становится хрупким. Вследствие этого ремонт чугунных деталей с помощью сварки необходимо проводить очень аккуратно и тщательно. Сварку можно вести как постоянным, так и переменным током. Напряжение на дуге должно быть равно 15-18 В, сила тока для электродов диаметром 3, 4, 5 и 6 мм – соответственно 110, 160, 225 и 300 А.
Сварку можно вести как постоянным, так и переменным током. Напряжение на дуге должно быть равно 15-18 В, сила тока для электродов диаметром 3, 4, 5 и 6 мм – соответственно 110, 160, 225 и 300 А.