|
|
Пайка и лужение проводов и наконечников
Паяние – процесс получения неразъёмного соединения различных металлов при помощи расплавленного промежуточного металла, плавящегося при более низкой температуре, чем соединяемые металлы. Паяние широко применяется в различных отраслях промышленности. В электропромышленности и приборостроении паяние является в ряде случаев единственно возможным методом соединения деталей. К преимуществам пайки относятся: – незначительный нагрев соединяемых частей (сохранность структуры и механических свойств металлов); – чистота соединения, не требующая в большинстве случаев последующей обработки; – сохранение размеров и форм деталей; – достаточно высокая точность соединения; Современные способы позволяют паять углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы. Припой – промежуточный сплав или металл, применяемый при пайке.
Припои должны обладать свойствами: – иметь температуру плавления ниже температуры плавления спаиваемых металлов; – в расплавленном состоянии, взаимодействуя с защитной средой, флюсом или в вакууме хорошо смачивает паяемый материал и легко растекаться по его поверхности; – обеспечивать достаточно высокие характеристики (прочность, пластичность и герметичность) паяемого соединения; – с паяемыми материалами не образовывать коррозийно-нестойкой пары; – иметь коэффициент температурного расширения, близкий к коэффициенту паяемого материала; Лужение – покрытие поверхности припоем. Применяется для защиты подготовленных болтовых соединений или пайки поверхности.
2. Припои и флюсы, их разновидности и состав.
Припои бывают: – легкоплавкие (мягкие), температура плавления до 500°С; – тугоплавкие (твердые), температура плавления выше 500°С. Лёгкоплавкие припои применяются во всех отраслях промышленности и в быту. Состав: сплав олова со свинцом (марка ПОС), содержанием олова от 18% –ПОС18 до 90% –ПОС90. Удельная проводимость этих припоев – 9÷13% удельной проводимости меди. Существуют также мягкие припои с добавками алюминия, серебра. Еще более мягкие припои, в состав которых входят висмут и кадмий. Для пайки медных жил применяют припой ПОС18, а для тонких медных проводников – более мягкие припои (ПОС40; ПОС50; ПОС61). Лёгкоплавкие припои выпускают в виде «чушек», проволоки, литых прутков, дерён, фольги, трубок с внутренней набивкой канифолью, диаметром от 2 до 5мм, а также в виде порошков и паст из порошка с флюсом. Твёрдые припои – медно-цинковые (ПМЦ) и серебряные (ПСр). Медно-цинковые припои (ПМЦ36; ПМЦ48 и др.) и медно-фосфорные припои (ПФОЦ 7;3;2 и др.) обладают хрупкостью и не стойки к вибрациям, ударным нагрузкам, электрическое сопротивление швов очень мало. Серебряно- медные припои (медь 40; серебро 25; цинк 35) отличаются малым удельным электрическое сопротивлением. Широко применяются для пайки токоведущих частей, для чёрных и цветных металлов. При этом образуется механически прочные и коррозийно-стойкие швы. Припой на алюминиевой основе с добавлениями меди, кадмия, олова отличаются повышенной механической прочностью и стойкостью к атмосферной коррозии. Для пайки алюминиевых жил проводов применяют цинково-оловянный припой марки А (40% олова), цинково-оловянный ЦО12 (12% олова и 88% цинка) припой.
Флюс – второе важное вещество при пайке. Очищает поверхности спаиваемых металлов от окислов, загрязнений. Предохраняет спаиваемые металлы от окислений в процессе пайки, снижает поверхностное натяжение припоя, улучшает растекание припоя и смачиваемость им спаиваемых поверхностей.
Флюсы бывают: – твёрдые порошкообразные вещества (бура, борная кислота, канифоль); – жидкости (водный раствор хлористого цинка, спиртовой раствор канифоли); – пасты (применяются редко). По действию, оказывающему на металл, подвергаемый пайке, флюсы делят на группы: – Активные (кислотные) флюсы – соляные кислоты, хлористые и фтористые соединения металлов и т.д. После пайки этим флюсом место обработки тщательно промывается. При монтаже электрорадио-приборов применение активных флюсов недопустимо. – Бескислотные флюсы – канифоль и флюсы, приготовленные на её основе с добавлением спирта, глицерина и др. неактивных веществ. – Активированные флюсы – канифоль с добавкой активаторов (небольших количеств солянокислого или фосфорно-кислотного аммиака). – Антикоррозийные флюсы – на основе фосфорной кислоты с добавлением органических соединений и растворителей. Остатки этих флюсов не вызывают коррозий.
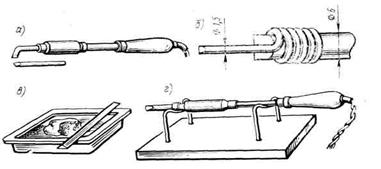
3. Основной инструмент при паянии – паяльник.
Жало периодически зачищать напильником. [1л., стр.178]
Конструкции паяльников бывают: – с внутренним нагревом; – микропаяльники (пайка микросхем, плёночных схем и т.д.) мощность 4 и 6 Вт;
– с автоматической стабилизацией температуры жала. Состоит из двух электрически связанных между собой узлов: блок стабилизации температуры и собственно паяльника.
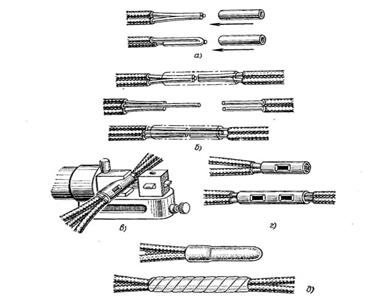
4. Заделка концов проводов и кабелей под пайку.
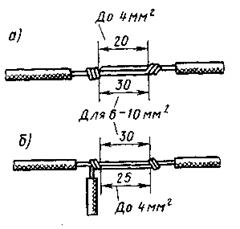
Медные жилы паяют мягкими припоями. Одно и многопроволочные жилы сечением 1,5÷10мм² спаивают пропаянной скруткой. Изоляцию с конца жилы удаляют на длине 15мм, зачищают жилу наждачной бумагой, скручивают жилы и пропаивают паяльником или в ванночке с расплавленным припоем. Оконцевание проводов сечением 1÷2,5мм² выполняют в виде кольца с последующей полудой. Для этого снимают изоляцию с конца жилы на длине 30÷35мм. Зачищают, выгибают круглогубцами жилу в виде кольца, пропаивают и после остывания изолируют поливинилхлоридной (ПВХ) трубкой или изолентой до кольца. Алюминиевые провода паяют припоями марок А или ЦО12 (либо ЦА15). Паяют пропанобутановой или бензиновой паяльной лампой. Однопроволочные жилы сечением 2,5÷10мм² паяют паяльником с помощью двойной скрутки [1л., стр.179]:
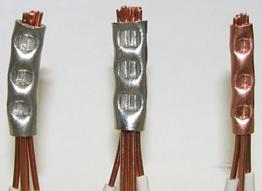
После остывания места пайки изолируют изолентой путём обматывания спаянных жил с заходом на изоляцию провода. Медь с алюминием паяется аналогично. Алюминиевые многопроволочные жилы сечением 16÷150мм² снимают изоляцию на длине 50÷70мм. Перед снятием бумажной изоляции у места её обреза накладывают нитяной бандаж. Затем пассатижами ослабляют, повив проволок жилы, и бензином удаляют пропиточный состав. Жилы с резиновой изоляцией этой операции не требуется. Жилы секторной формы округляют с помощью универсальных плоскогубцев. Очищенный от изоляции конец жилы разделывают ступенями. На край изоляции навивают несколько витков шнурового асбеста во избежание плавления изоляции во время пайки. [1л., стр.182, рис. 4,6]. Оконцевание алюминиевых жил выполняют наконечниками. Размер наконечника будет по сечению на одну ступень выше. Если жила 50мм², берут наконечник, 70мм² для проникновения припоя в зазор между наконечником и жилой. Соединение жил одно– и многопроволочных сечением 16÷40мм² выполняют методом полива предварительно расплавленного припоя. [1л., стр.183]. Однопроволочные жилы сечением 16÷50мм² паяют в медных гильзах. Применяют припои ЦО12 или ЦА15. Припой разогревают до температуры 600°С. Перед пайкой производят ступенчатую разделку жил (многопроволочные) или обрезают концы ножовкой под углом 55° к горизонтали. ТБ при пайке и лужении.
Работа с расплавленными припоями связана с опасностью получить ожоги. Поэтому следует остерегаться: – попадания расплавленного припоя на незащищенные руки; – попадания на одежду; – попадания, на наклонную поверхность, по которой припой может скатиться в неопределённые места; – падение капель припоя с высоты во избежание разбрызгивания. Условия для применения различных марок флюса: – хорошо проветриваемое помещение; – отсос вредных испарений от каждого рабочего места при массовых работах. Для уменьшения опасности паяльников необходимо: – не допускать перегрева паяльника; – применять паяльник с регулировкой температуры (меньший ток во время того, как паяльник лежит на подставке, больший непосредственно во время паяния); – предотвращать возможность передавливания, перетирания или касания нагретого тела (жала) токоведущего шнура паяльника.
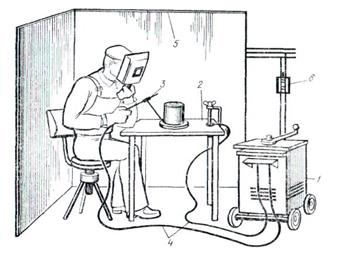
6. Электросварка Электросварка – процесс получения неразъёмного соединения твёрдых металлов осуществляемый за счёт плавления металла и последующего остывания.
Применяется для сварки практически любых металлов и сплавов, при любой форме свариваемых деталей. Разновидности: 1. бездуговая, методом контактного разогрева; 2. дуговая, угольным электродом на отрицательном токе и дуговая ручная; 3. автоматическая, плавящимися и не плавящимися электродами. Пример: ТСК–500 вторичное напряжение равно 60÷65В, напряжение дуги примерно 20÷30В, пределы регулирования сварочного тока 165÷650А. Для применения установки сварочного тока на верхней крышке кожуха расположена шкала с делениями. Более точно сила тока определяется по амперметру.
Осциллятор преобразует ток промышленной частоты и низкого напряжения в ток высокой частоты (250÷300кГц) и высокое напряжение (2,5÷6кВ), подключается к трансформатору для обеспечения возбуждения сварочной дуги. Пайка: 1.площадь электрического контакта соединяемых деталей, образуемая припоем, должна быть возможной; 2.возможные механические нагрузки на паяном соединении должны нести элементы конструкции соединяемых деталей, а не припой. Тема 3: Соединение и оконцевание проводов. План: 1. Требование, предъявляемое к контактным соединениям. 2. Материалы, инструменты и применяемые приспособления. 3. Способы оконцевания проводов опрессовкой и пайкой. 4. Разъёмные соединения. 5. Брак и меры предупреждения. 6. ТБ.
1. Требования, предъявляемые к контактным соединениям. Разъёмные и неразъёмные соединения. Применение.
Электрический контакт, образуемый при соединении проводов к зажимам или между собой должен отвечать следующим требованиям: – надёжность при всех условиях эксплуатации, для которых предназначено устройство; – быть стабильным и не вызывать дополнительного нагрева контактного соединения из-за потерь в контакте; – тип, габарит, простое устройство и требование к типу. Контактные соединения в зависимости от назначения могут быть разъёмные и неразъёмные. Разъёмные контакты применяют: – при частных разборках контактного соединения (зажимы электромашин, зажимы РУ и т.д.); – при выполнении контактного соединения на месте установки устройства и отсутствия удобств, для осуществления неразъёмного соединения (настенные выключатели, розетки и т.д.); Неразъёмные соединения применяют: – при отсутствии необходимости во время эксплуатации разборки контакта (соединения проводов, кабелей, постоянного ответвления проводов, соединения нескольких катушек, радиосхем и т.д.); – при отсутствии доступа для осмотра состояния контактного соединения и т.д.
2. Материалы, инструменты и приспособления, применяемые при соединении, ответвлении и окольцевании проводов.
Для производительности работ используют различные инструменты и приспособления. Для развязки отдельных медных и алюминиевых жил, а также бронированных и небронированных кабелей (пример: секторные ножницы). Клетнёвка – для накладывания проволочных бандажей, для закрепления брони кабеля (имеет вид деревянного бруска с рукояткой и полуобоймой). При вращении клетнёвки вокруг кабеля бандажная проволока, проходя по её кривому каналу, натягивается.
Бронерезка – для надрезания стальной брони кабеля. Спецножи с регулируемой глубиной резания – для кольцевых и спиральных, продольных надрезов свинцовых и алюминиевых оболочек кабеля. Надрезы любого направления на пластмассовых оболочках производят с помощью монтёрского ножа с внутренней режущей кромкой. Термоклещи – для удаления с токоведущих жил проводов пластмассовой изоляции. Губки клещей оборудованы набором кольцевых и продольных ножей для проводов с жилами сечением 1,5÷6мм². На губках установлены закрытые нагреватели, питаемые от источника 36 В. Универсальные клещи – для снятия резиновой, пластмассовой и хлопчатобумажной изоляции проводов и кабелей сечением 0,75÷1,5мм². Они снабжены ножами для перекусывания жил. При ступенчатой разделке каждую ступень разделывают и закрепляют бандажом. Ширина бандажа зависит от диаметра ступеней и обычно составляет 8÷12мм. В зависимости от требуемой прочности бандажи выполняют из вязальной оцинкованной проволоки диаметром до 1мм, крученым шпагатом диаметром 1мм или суровой ниткой. По необходимости бандажи укрепляют клеем БФ. Для оконцевания изоляции жил разделанных проводов и нанесения маркировки применяют маркировочные муфты, отрезки ПВХ трубок, изоляционные маркировочные оконцеватели целые и наборные, а так же наборные оконцеватели из липкой маркировочной ленты.
Так же используется сварка.
3.Способы оконцевания проводов опрессовкой, пайкой и электросваркой [1л., стр.192, рис 4,9; 4,10].
Опрессовку выполняют ручными клещами, механическим или гидравлическим прессом с помощью сменных пуансонов и матриц (в зависимости от сечения). Пуансоны и матрицы подбирают по диаметру трубчатой части наконечника или соединительной гильзы. Различают 2 способа опрессовки: – местного вдавливания; – сплошного обжатия. Наиболее распространён первый способ. При опрессовке следят, чтобы лунки были соосны центру жилы и друг другу. Лунки делают на лицевой стороне наконечника. Однопроволочные алюминиевые жилы сечением 2,5÷10мм² опрессовывают в гильзах типа ГАО.
Процесс: очищают до блеска жилы и гильзу, и сразу же смазывают кварцевой пастой. Опрессовывают и изолируют место опрессовки. Жилы сечением 25÷120мм² и многопроволочных сечением 16÷240мм² опрессовывают в алюминиевых и медно-алюминиевых наконечниках ТА и ТАМ, опрессовку соединений – в алюминиевых гильзах [1л., стр.190, рис. 4,8]. Прессовку многопроволочных медных сечением 1,5÷2,5мм² выполняют пресс – клещами. Перед опрессовкой в кольцевом наконечнике снимают с конца жилы изоляцию на длине 25÷30мм². Зачищают жилу, скручивают плоскогубцами, выбирают соответственный пуансон, матрицу, наконечник, надевают наконечник с уложенной в него жилой на стержень пуансона так, чтобы жила выходила через желобок пуансона. Производят отжим наконечника пресс – клещами до упора шайбы пуансона в торец матрицы. При опрессовке гребенчатым пуансоном и матрицей, изоляцию снимают на длине 20÷25мм. Жилы не скручивают, а оборачивают двумя слоями медной или латунной фольгой толщиной 0,2мм и шириной 18÷20мм. Отжимают места соединений один раз. Опрессовку одно и многопроволочных проводов сечением 4÷240мм² выполняют в наконечниках 2М. Опрессовку медных наконечников и гильз делают одним зубом на наконечнике (одно вдавливание), на гильзе – два вдавливания, по одному на каждый конец соединяемых жил.
Разьёмные соединения
Болтовые и винтовые соединения дороже опрессовкой, пайкой и т.д. требуя контроля и периодического подтягивания. В тоже время их выполнение не требует специального инструмента и аппаратуры. При подготовке концы зачищают, а алюминий смазывают кварцевой пастой. Используют люстровые зажимы для соединения осветительной аппаратуры. Придают жиле кольцевую форму, надевают на винт гровер (разрезанная, пружинная шайба), прямоугольную шайбу с отбортовкой, присоединяют провода к соединительной планке, зажимают их винтом. Дополнительная изоляция не требуется. Эти соединения используют для проводов до 2,5мм². Ответвления проводов от магистрали выполняют с помощью сжимов в карболитовом корпусе. Сжимы изготовляют для ответвления проводов 1,5÷95мм² от магистралей 4÷150мм². Последовательность ответвления: – зачищают концы с магистрали и ответвления; – зажим протирают бензином; – надевают пластины на зачищенный магистральный провод; – вводят ответвительный провод перпендикулярно магистрали; – закрывают корпус зажима и стягивают его пружинно – резьбовыми кольцами.
5.Брак и меры предупреждения (самостоятельно), [1л., стр.198, табл. 4.1]
Техника безопасности
При работах, связанных с разделкой, оконцеванием и соединением с помощью опрессовки применяют меры по ТБ, связанные с предупреждением травматизма рук, как и при работе со слесарным инструментом.
Тема 4: Заземление и защитные меры безопасности.
План 1. Защитное заземление. 2. Заземление, как средство электробезопасности. 3. Схемы заземления и занулений. 4. Монтаж наружного и внутреннего контуров заземлений. 5. Общие требования, нормы. 6. Контроль заземляющих устройств. 7. Схемы измерения сопротивления заземляющих устройств. 8. Техника безопасности при выполнении работ.
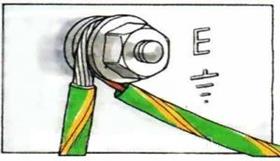
1. Защитное заземление – преднамеренное электрическое соединение с землёй (или её эквивалентом) металлических нетоковедущих частей, которые могут оказаться под напряжением. Заземляющее устройство – совокупность заземлителя и заземляющих проводников. Сопротивление заземляющих устройств – сопротивление, слагающееся из сопротивления растекания заземлителя и сопротивления заземляющих проводников. Выносное – расположение заземлителей находится на некотором удалении от оборудования (не более 1–2км). Контурное – заземлители располагаются по контуру вокруг оборудования и в непосредственной близости (оборудование находится в зоне растекания тока).
Выравнивание потенциала – метод снижения напряжения прикосновения и шага между точками электрической цепи, к которым возможно одновременное прикосновение или на которых может одновременно стоять человек. Заземлител ь – проводник (электрод) или совокупность металлически соединённых между собой проводников (электродов), находящихся в соприкосновении с землёй. Следует различать естественные и искусственные заземлители.
Естественные заземлители – электропроводящие части коммуникаций и сооружений используемые для целей заземления, находящиеся в соприкосновении с землёй (трубопроводы, кроме жидкости и газов; арматура железобетонных конструкций; свинцовые оболочки кабелей). Искусственные – установленные в земле электроды специально для этих целей (бывают: вбитые, ввёрнутые, закопанные и т.д.).
Кроме заземлителя устройство содержит заземляющий проводник, соединяющий нетоковедущие части электроустановок с заземлителем. Зануление – специальное соединение частей электроустановки (корпусов) с глухозаземлённой нейтралью генератора или трансформатора в сетях 3х фазного тока, глухозаземлённым выводом источника однофазного тока, глухозаземлённой средней точкой источника в трёх проводных сетях постоянного тока. При замыкании на корпус зануление создает цепь однофазного короткого замыкания. Что приводит к срабатыванию mах токовой защиты и аварийных участков к отключению от сети. Зануление не эффективно при росте мощности электропотребителей с протяжённой сетью. Нулевой защитный проводник соединяет зануляемые части с глухозаземлённой нейтральной точкой (нейтралью) генератора или трансформатора. Защитное отключение – быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током, т.е. защитное отключение, обеспечивает безопасность путём ограничения времени протекания через тело человека опасного тока. Изолированная нейтраль – нейтраль, не присоединенная к заземляющему устройству или присоединённая через аппараты, компенсирующая емкостной ток в сети трансформатора, напряжение и др. аппараты, имеющие большое сопротивление. Шаговое напряжение – напряжение, образующееся при протекании тока замыкания на землю между двумя точками почвы, отстающими друг от друга на расстоянии шага (0,8м).
  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|