|
|
Сборка неразъемных соединений.Пластическое деформирование - широко распространено в машиностроении. Деформированию подвергается одна (реже две) из соединяемых деталей, выполняемых из листового материала, труб, полос или проволоки. Обычно деформируемая деталь в месте сопряжения имеет тонкие стенки. Эти примеры (рис.17.24) позволяют получить плотные герметичные соединения, способные передавать необходимую осевую нагрузку и крутящий момент. Сборка может выполняться вручную на сверлильных станках с использованием специнструмента.
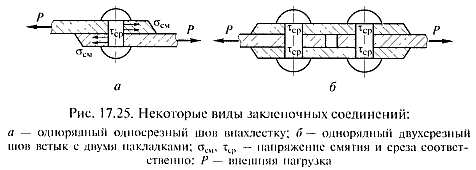
Приведенные примеры неразъемных соединений широко применимы и в автоматизированных производствах, так как они не содержат дополнительных крепежных деталей, выполняются элементарными движениями с использованием простого инструмента. Качество сборки таких соединений зависит от свойств материала, от шероховатости и точности обработки поверхностей (шероховатость Rа < 2,5 мкм; точность — 11-й квалитет). Качество соединений проверяют на герметичность и плотность, а также на способность передавать необходимую осевую силу или момент. Клепка (соединения называются заклепочными) - применяют при сборке деталей, материал которых плохо сваривается, в конструкциях,где важно замедлить процесс разрушения. Клепку применяют в неразъемных соединениях, нагрев которых нежелателен (сепараторы подшипников качения, крепления плоских пружин и т.п.), в соединениях, где детали выполнены из разнородного материала (сталь—чугун, металл — пластмасса), в других соединениях, где соединяемые детали изготовлены из листового материала. По назначению:прочные (в металлоконструкциях), прочноплотные (в котлах и резервуарах с высоким давлением) и плотные (в резервуарах с небольшим внутренним давлением). Если зоны действия соседних заклепок пересекаются, то соединение считают плотным. Для обеспечения плотности шва могут выполнять чеканку вокруг заклепок и на кромках листов. По конструктивному признаку:заклепочные соединения внахлестку и встык, однорядные и многорядные, односрезные и многосрезные (рис. 17.25). Обычно используют стандартные заклепки с головками различного вида, специальные (пустотелые, трубчатые) из сталей Ст2, СтЗ, 10, 15, иногда легированных, из латуни, алюминия и других материалов. Перед клепкой:подготовка отверстий и сжатие соединяемых деталей. Отверстие получают пробивкой и сверлением (для ответственных соединений). Повышение точности расположения отверстий обеспечивается многошпиндельным сверлением или одновременной пробивкой несколькими пуансонами. Прижатие склепываемых деталей повышает прочность соединения на 15... 20%. Оборудование:клепальные пневмо молотки, клепальные прессы, полуавтоматы и автоматы. Клепку клепальным пневомолотком выполняют двое рабочих. При зажиме в тисках склепываемых деталей один рабочий прижимает поддержкой закладную головку, а другой молотком расклепывает замыкающую головку. При зажиме в тисках поддержки молотка второй рабочий поддерживает и перемещает склепываемые детали. Используют также клепальные установки, оснащенные гидроскобой с усилием на штоке от 15 до 100 кН и сменными накладками для клепки заклепок разных типоразмеров. При анализе клепаных соединений выполняется проверочный расчет прочности по напряжениям среза и смятия(τср и σсм).
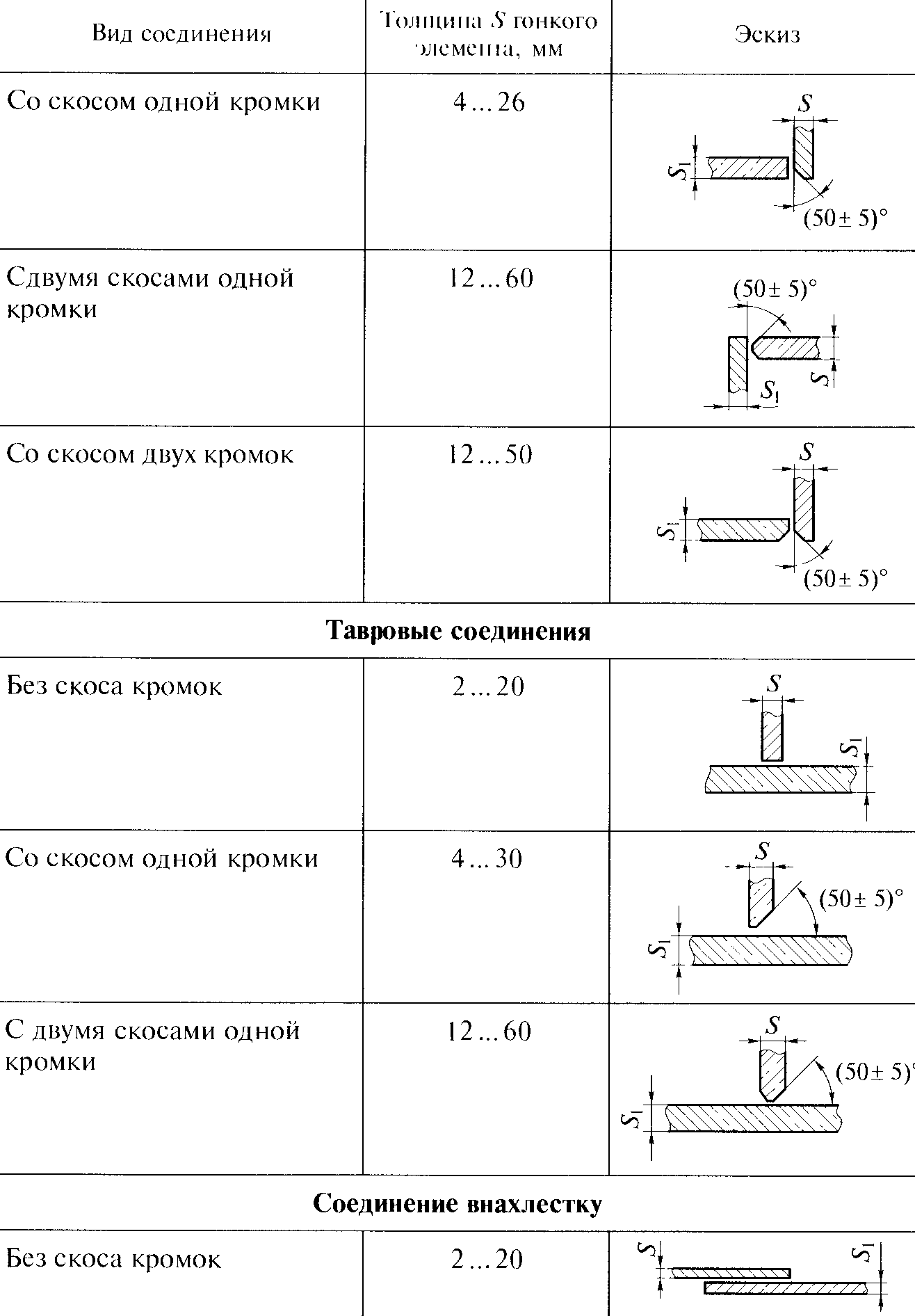
Сварка - соединение образуется путем сваривания материалов деталей в зоне стыка без применения каких-либо крепежных или других деталей и элементов. Наиболее распространены: электродуговая сварка - с использованием высокой температуры (2500...6ООО К) электрической дуги для расплавления материала соединяемых деталей (для защиты расплавленного материала шва на поверхность электрода наносят обмазку или применяют флюс, которые при расплавлении образуют слой шлака и газ, препятствующие взаимодействию атмосферного воздуха с металлом;при ручной электродуговой сварке применяется электрический ток силой 200...500 А, а при автоматической IООО... 2ООО А, что значительно повышает качество и скорость сварки, а также расход присадочною материала (проволоки или электродов)); контактная сварка - использование повышенного омического сопротивления в стыке деталей. Существует несколько способов контактной сварки: стыковая, точечная и шовная. Сварку применяют и как технологический способ изготовления самих деталей или их заготовок. Основные типы сварных соединений по ГОСТ:
При ручной дуговой сварке выбирают диаметр электрода в зависимости от толщины (S)свариваемого материала. В соответствии с диаметром электрода выбирают необходимую силу тока Iсв (есть формулы расчета). Сварочные электроды подразделяются на типы и марки. Тип электрода обозначается буквой Э и цифрой, указывающей предел прочности наплавленною металла (Э42, Э55). Марки электродов отличаются по химическому составу металла и покрытия. Ручную дуговую сварку применяют при монтаже в труднодоступных местах. При вертикальном и потолочном положении швов используют электроды диаметром не более 4 мм и уменьшают силу тока на 20 %.По характеру расположения: односторонние и двусторонние, сплошные и прерывистые; по пространственному положению — на нижние, вертикальные, горизонтальные и потолочные. Основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений стандартизованы.
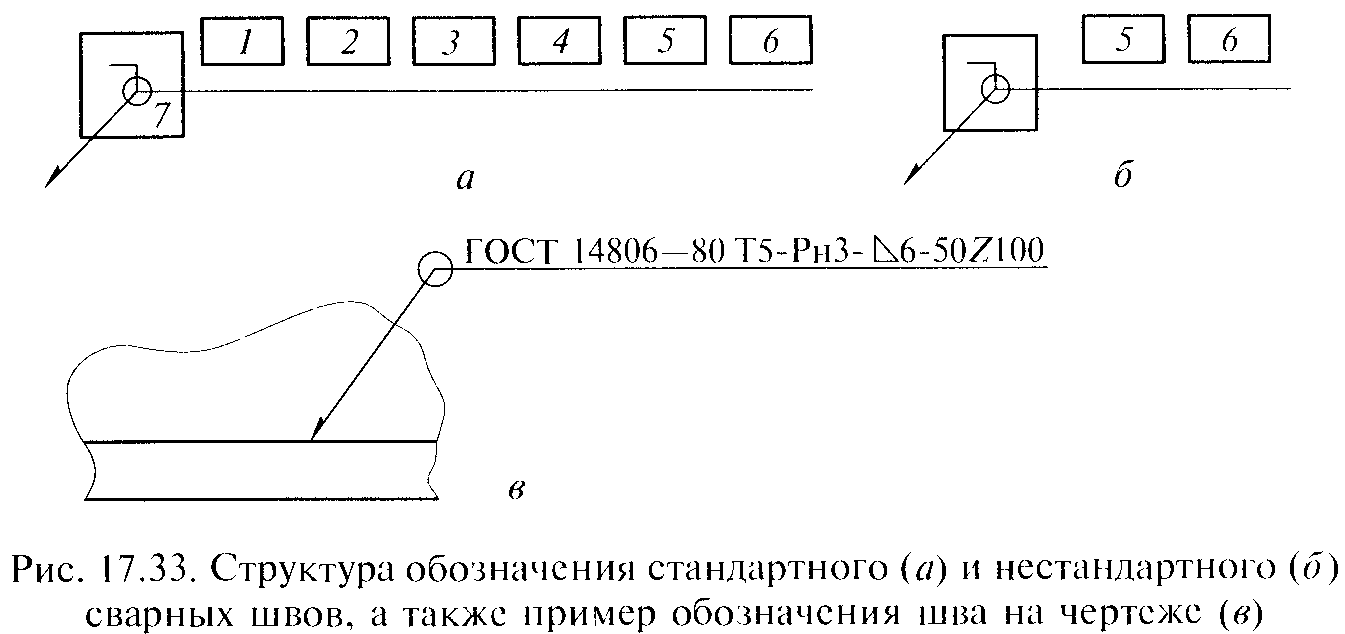
Сварной шов независимо от способа сварки изображают на чертеже соединения: видимый — сплошной основной линией, невидимый — штриховой линией.От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. При точечной сварке видимую одиночную сварную точку изображают знаком «+», невидимые не изображают (рис. 17.32, а).
Пайка - для получения прочных и герметичных соединений деталей из различных материалов, особенно из листового.Пайку выполняют твердыми или мягкими стандартизованными припоями (по возрастанию температуры: оловянно-свинцовистый, серебряно-медный, медно-цинковый (230,720,860°)).
Технология сборки пайкой включает в себя: очистку поверхностей соединяемых деталей от оксидов и посторонних частиц и обезжиривание;
  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|