
|
|
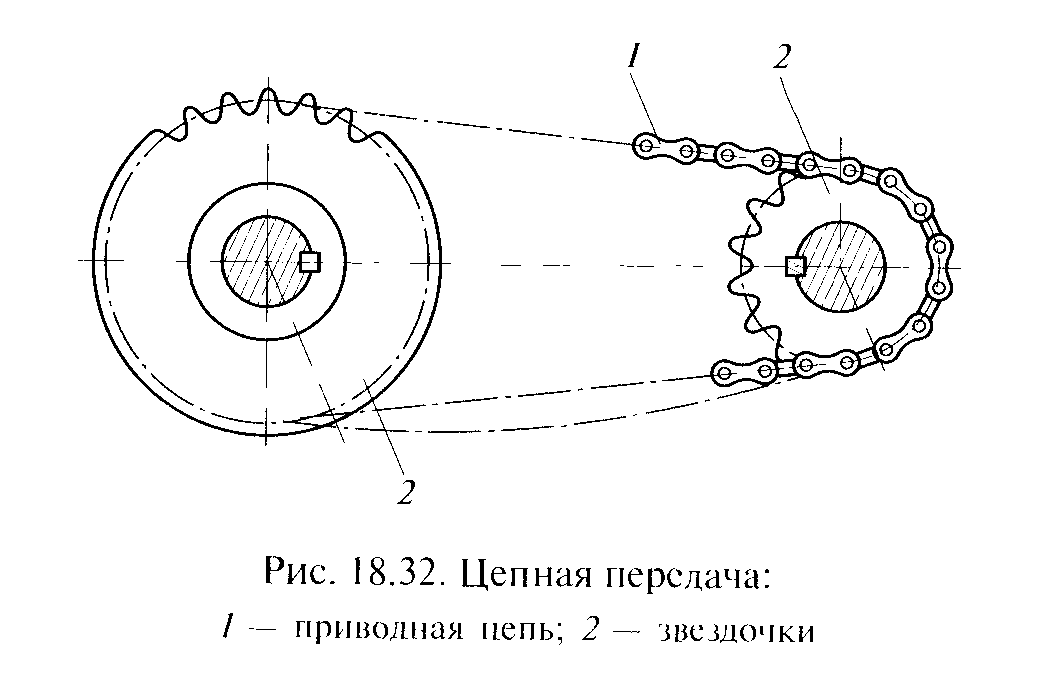
Характеристики технологического процесса.Стр 1 из 17Следующая ⇒ Сборка цепных передач. Цепные передачи применяют при значительных межосевых расстояниях, а также для передачи движения от одного ведущего вала нескольким ведомым, когда зубчатые передачи не применимы, а ременные недостаточно надежны. Основные конструктивные элементы цепных передач — приводные цепи 1 и звездочки 2 (рис. 18.32).
Основные типы приводных цепей: шарнирные (роликовые и втулочные) и зубчатые. Перед монтажом цепной передачи выполняют контроль основных параметров звёздочек. Технология сборки цепной передачи включает в себя: * сборку звездочки с валом, контроль величины радиального и торцового биения; * монтаж валов в сборе со звездочками на базовой детали, контроль положения звездочек; *установку цепи и постановку соединительного звена; натяжение цепи. Монтаж цепной передачи начинают с проверки соответствия цепи и звездочек путем укладки цепи на зубья звездочки по дуге охвата более трех четвертей длины окружности. При этом цепь должна свободно без ощутимых зазоров располагаться на зубьях звездочки. Если это условие не выполняется, то необходим контроль звездочки или цепи. После монтажа валов в сборе со звездочками контролируют их параллельность в горизонтальной и вертикальной плоскостях. Величину отклонения S, целесообразно принять в вертикальной и горизонтальной плоскостях и определить по формуле:
Где КХ] — коэффициент, учитывающий метод контроля монтажа. Θ – Угол поворота звена цепи. Далее необходимо обеспечить установку обеих звёздочек в одной плоскости и отрегулировать осевые зазоры. Допустимое смещение звёздочек относительно срединной плоскости зубчатых венцов зависит от метода контроля монтажа и определяется.
где - После выверки передачи на звёздочки накладывают отрезок цепи с соответствующим числом звеньев, концы соединяют переходным соединительным звеном и натягивают цепь, используя приспособления. Сборка ременной передачи: Ременные передачи являются передачами трением с гибкой связью. Их преимущества по сравнению с зубчатыми или цепными передачами: хорошие амортизирующие и демпфирующие свойства, бесшумность, способность служить предохранительным звеном при перегрузках, простота конструкции, пониженные требования к точности изготовления и монтажа, возможность передачи вращения на значительные расстояния. В зависимости от вида ремня различают передачи плоскоременные, клиноременные, поликлиновые и круглоременные. Технология сборки ременной передачи включает в себя: *сборку шкива с валом; *монтаж валов в сборе на базовой детали; контроль положения шкивов; *установку ремней и их натяжение. *сборка шкивов с валом осуществляется аналогично сборке звездочек или зубчатых колес. При монтаже валов в сборе необходимо обеспечить не параллельность осей шкивов не более I мм на длине 1000 мм и смещение рабочих поверхностей не более 2 мм на 1000 мм межцентрового расстояния.
Характеристики технологического процесса. Цикл технологической операции — интервал времени от начала и до конца периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых изделий. Например, в приспособление устанавливают и одновременно фрезеруют пять заготовок. Время фрезерования (10 мин) — цикл фрезерной операции. Такт выпуска — интервал времени, через который периодически выпускается изделие определенного наименования, типоразмера и исполнения.
Ритм выпуска — количество изделий определенного наименования, типоразмера и исполнения, выпускаемых в единицу времени. Ритм выпуска R — величина, обратная такту выпуска tB. Производственная программа — перечень наименований изготовляемых или ремонтируемых изделий с указанием объема выпуска и срока выполнения по каждому наименованию. Производственная программа содержит номенклатуру всех изготовляемых деталей или собираемых изделий; сведения о количестве изделий каждого наименования, подлежащих выпуску в течение года; перечень наименований и количество запасных деталей к выпускаемым изделиям. Типы производства – классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объёма выпуска изделий. В зависимости от сочетания указанных признаков производства подразделяются: 1) Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течение продолжительного времени. Признаки массового производства: * Выполнение на каждом рабочем месте только одной, закрепленной за ним непрерывно повторяющейся технологической операции. * Оборудование располагают в последовательности выполнения операций технологического процесса в виде поточных линий, на каждой из которых изготовляются детали одного типа. * Средняя квалификация рабочих в поточном производстве невысокая. Настройкой и поднастройкой станков и другого оборудования в цехе занимаются высококвалифицированные наладчики. Если время выполнения отдельных технологических операций не равно и не кратно такту выпуска, то работа поточной линии нарушается. Для равномерной загрузки рабочих мест поточной линии обработку заготовок приходится вести периодически, т. е. партиями. Такое производство называют прямоточным (с пульсирующим потоком). Считается, что высшая форма организации поточно-массового производства обеспечивается при широком использовании автоматических линий. Эта форма организации производства эффективна, когда все затраты, связанные с ее созданием, окупаются и себестоимость выпускаемой продукции оказывается ниже, чем в условиях серийного производства. Для массового производства установлен нормативный коэффициент Кзлх загрузки оборудования: при работе в две смены Кзо > 0,65...0,75. При недостаточной программе выпуска продукции (Кзо < 0,65). В таких случаях производство должно быть организовано как серийное. 2) Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых и ремонтируемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска. Производственной партией - группа заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно в течение определенного интервала времени. Объем серии — общее число изделий определенных наименований, типоразмера и исполнения, изготовляемых или ремонтируемых по неизменной конструкторской документации, как правило, одновременно. В серийном производстве применяются универсальное оборудование, приспособления и инструмент применяют специализированный и специальные средства технологического оснащения; используются автоматы, полуавтоматы, станки с ЧПУ, о легко перестраивать производство оборудование которое легко переналаживается на обработку очередной партии деталей других типоразмеров или другой конфигурации. В зависимости от числа изделий в серии или в партии, их массы и размеров различают крупносерийное, среднесерийное и мелкосерийное производство. Формы организации серийного производства рассматриваются далее. * Предметно-замкнутые участки, на которых обрабатывают конструктивно и технологически сходные заготовки. Для деталей, требующих одинакового порядка обработки, станки располагают в последовательности выполнения технологических операций. * Переменно-поточная (поточно-серийная) обработка, при которой станки располагают в последовательности технологических операций, установленной для группы технологически однотипных деталей, обрабатываемых на данной станочной линии. Производственный процесс ведется таким образом, что время выполнения операции на одном станке согласовано со временем обработки на следующем; детали партии перемещают со станка на станок, создавая непрерывность движения (поток). * Групповая обработка, при которой на каждом станке линии одновременно осуществляют несколько подобных друг другу операций разных технологических процессов, что обеспечивается применением специальных многоместных приспособлений (рис. 1.5, б). Средняя квалификация рабочих в серийном производстве выше, чем в массовом. Наряду с рабочими высокой квалификации, обслуживающими сложные универсальные станки, и наладчиками задействованы рабочие-операторы, работающие на настроенных станках. Нормативный коэффициент загрузки оборудования для серийного производства соответствует 0,75...0,85. 3) Единичное производство характеризуется широкой номенклатурой изготовляемых или ремонтируемых изделий и малым объемом выпуска изделий. В единичном производстве изготовление одного или нескольких одинаковых изделий либо не повторяется, либо повторяется через неопределенные промежутки времени. Производство оснащается преимущественно универсальными станками, расположенными в цехе по группам типоразмеров. Характерным признаком единичного производства является выполнение на рабочих местах разнообразных операций при отсутствии периодического их повторения. Большое разнообразие операций требует высокой квалификации рабочих.
  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|


 – соответственно верхнее и нижнее допустимое смещение звёздочек в одной плоскости.
– соответственно верхнее и нижнее допустимое смещение звёздочек в одной плоскости.