|
|
Техническое нормирование– это установление технически обоснованных норм расхода производственных ресурсов (энергию, сырье, материалы, инструмент, рабочее время). Техническое нормирование труда — это совокупность методов и приемов выявления резервов рабочего времени и установления необходимой меры труда. Для выполнения операции устанавливают норму времени. Норма времени — регламентированное время выполнения технологической операции в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации. На основе нормы времени устанавливают расценки для расчета заработной платы рабочих, определяют производительность и требуемое количество оборудования, осуществляют календарное планирование работы участка (цеха), выявляют потребность в рабочей силе и др. Методы установления технически обоснованной нормы времени: Метод расчета норм времени по нормативам (аналитический метод), Технологическая операция разбивается на элементы, на переходы, ходы, приемы и движения. При этом каждый элемент анализируют как в отдельности, так и в сочетании со смежными элементами. Для каждого из элементов по справочнику устанавливают время исполнения. Время всей операции складывается из суммы времён, с учетом возможностей параллельного или параллельно-последовательного их выполнения. Метод определения нормы времени на основе изучения затрат рабочего времени наблюдением. Различают два способа: хронометраж и фотография рабочего дня. Хронометраж изучает затраты времени на выполнение циклически повторяющихся ручных и машинно-ручных элементов операции для установления их оптимальной продолжительности, а также для разработки на этой основе нормативов. Фотографией рабочего дня называют наблюдение с последовательным измерением всех затрат рабочего времени в течение одной или нескольких смен. Основное назначение этого способа — определение потерь рабочего времени и установление времени на обслуживание рабочего места и перерывы. Метод сравнения и расчета нормы времени по типовым нормативам позволяет нормировать операцию приближенно. При этом используют укрупненные типовые нормативы, разработанные на основе сопоставления и расчета времени выполнения типовых операций и процессов по отдельным видам работ. Этот метод применяют в единичном и мелкосерийном производстве Опытно-статистический метод нормирования, не предполагает аналитического расчета времени выполнения отдельных элементов и суммирования этих времен. Норму времени устанавливают на всю операцию в целом путем сравнения с нормами и фактическим временем выполнения в прошлом аналогичной работы. Этим методом не устанавливают технически обоснованные нормы времени, но его применяют в ремонтных цехах, при изготовлении опытных образцов изделий и в прочих условиях, преимущественно единичного и мелкосерийного производства. Технически обоснованную норму времени устанавливают на каждую операцию, для чего рассчитывают штучное время.
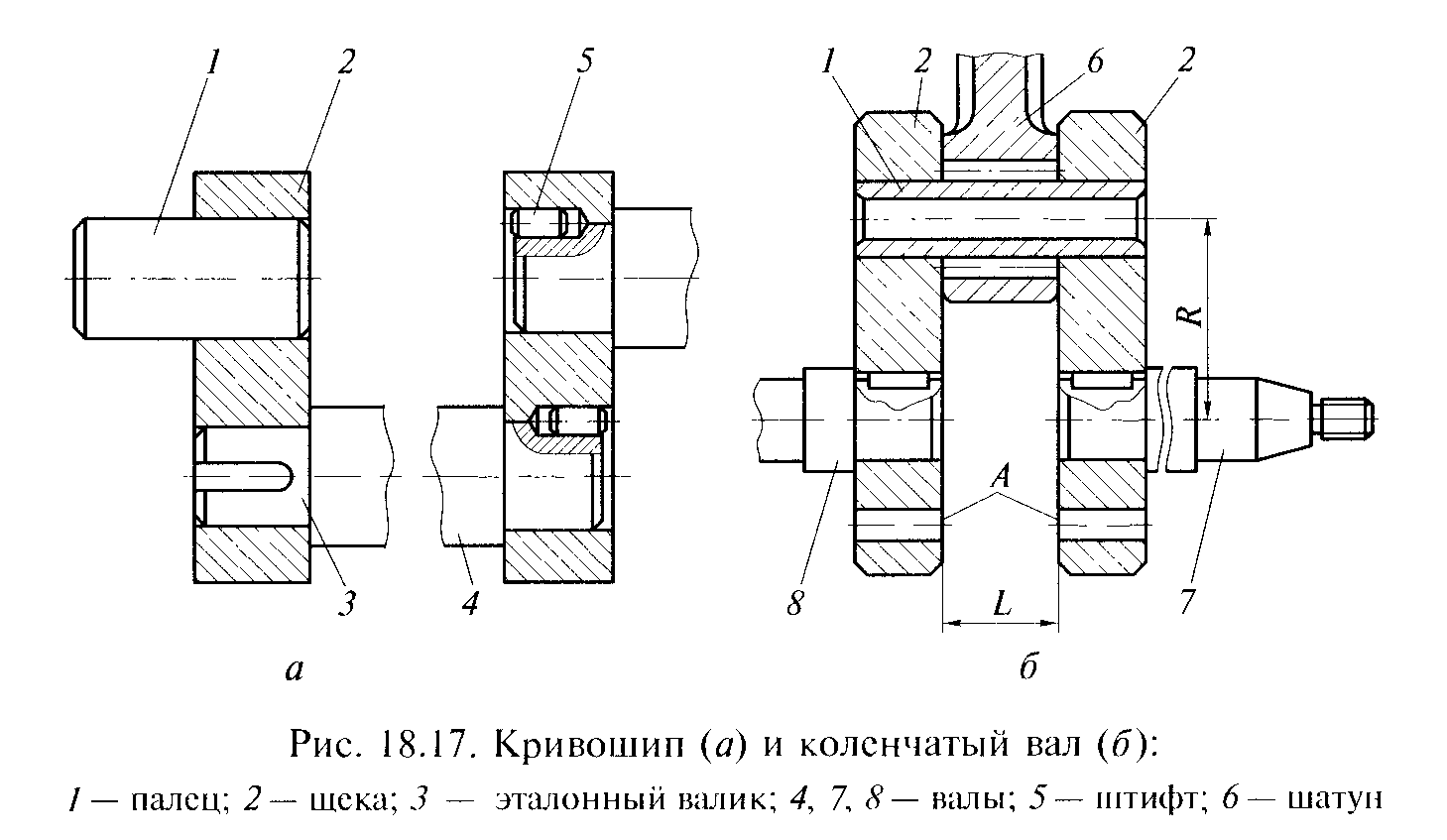
Сборка составных валов Валы с муфтами. По конструкции муфты бывают втулочные и пальцевые. Последовательность сборки втулочных муфт: * установка валов (в конструкцию машины или в приспособления) с их взаимной ориентацией (соосность, расположение шпоночных канавок или шлицов). При необходимости регулирование положения, контроль и закрепление валов; * запрессовка муфгы на конец одного из валов; соединение и запрессовка конца второго вала; обработка отверстий под стопоры и установка стопоров. Если в конструкции используется резьбовой стопор, то после запрессовки муфты в резьбовое отверстие втулки устанавливают кондукторную втулку и сверлят отверстие на валу. Фланцевые муфты, передают крутящий момент за счет сил трения, возникающих между торцовыми поверхностями полумуфт при затяжки болтов поставленных с зазором. Последовательность сборки: * подбор полумуфт по диаметру центрирующих элементов; запрессовка полумуфт на шейки вала; * контроль торцового и радиального биения рабочих и центрирующих поверхностей. Сборка на три временных болта, установленных под углом 120°; * контроль взаимного расположения валов; регулирование (относительный взаимный поворот полумуфт), совместная обработка отверстий под остальные болты или постановка остальных болтов в свободные отверстия. Составные коленчатые валы. Могут быть выполнены в виде простого кривошипа или коленчатого вала с коренными и шатунными стенками. Последовательность сборки коленчатого вала:
* запрессовка пальца 1 в щеку 2 (с нагревом до 170... 180 °С); * установка шатуна 6 в сборе с подшипником (если шатун имеет неразъемную кривошипную головку); * запрессовка второй щеки; * для обеспечения соосности отверстий в щеках под цапфы валов используют отверстия А; обеспечивают также необходимый размер L; * запрессовка валов 7 и 8 в щеки; * контроль соосности опорных шеек валов, параллельности их в двух взаимно-перпендикулярных плоскостях; биения шеек и поверхностей щек, радиуса R кривошипа; балансировка коленчатого вала. Сборка шатунно-поршневых групп: группа включает в себя шатун, поршневой палец и поршень, а также поршневые кольца. Порядок сборки шатунно-поршневой группы следующий: * подбор пальца к отверстию поршня по диаметру (поршневой палец свободно вращается в отверстиях поршня); нагрев шатуна до 240 °С (15 мин в электропечи); * сборка шатуна с поршнем и запрессовка пальца; * установка компрессионных и маслосъемного колец.
  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|