Д.З Улучшайте воспроизводимость процесса
• Когда процесс демонстрирует статистическую управляемость, остающийся средний уровень несоответствующих единиц будет отражать систематические причины изменчивости в основном процессе - воспроизводимость процесса. Типы анализа, выполняемого для диагностики особых причин, которые фокусируются на операциях, не будут пригодны при диагностике причин, воздействующих на систему. Если действия управляющих не будут направлены непосредственно на саму систему, нельзя ожидать улучшения воспроизводимости процесса. для коррекции источников устоявшихся несоответствий необходимы долгосрочные решения.
Могут быть полезны общие методы решения проблем, такие как анализ Парето и причинно-следственный анализ (см. приложение Н, ссылка 11). Если будут использоваться только карты для альтернативных признаков, то понимание проблем будет затруднено. Часто решению проблем помогают рассмотрение процесса по частям, вплоть до подозреваемых источников изменчивости, и использование для анализа карт для количественного признака (например,  и R карт). и R карт).
Д.4 Стройте карты и анализируйте пересмотренный процесс
· Когда к процессу были предприняты систематические действия, их влияние должно быть видно на контрольных картах. Карты становятся способом проверки эффективности действий.
· После внедрения изменения в процессе, контрольные карты должны рассматриваться тщательно. Этот период проведения изменения может вызвать остановку процесса, потенциально создающую новые проблемы, которые могут затмить истинное влияние изменения в системе.
· После того, как особые причины изменчивости, появившиеся в период изменения, будут идентифицированы и скорректированы, процесс будет статистически управляем на новом уровне среднего. Это новое среднее, отражающее управляемую пригодность, может использоваться как основа последующего управления процессом. Однако, исследование и усовершенствование системы должны продолжаться.
III. Контрольные карты для альтернативного признака
РЯЗДЕЛ 2
np -КЯРТЫ ДKЯ ЧИСKЛА НЕСООТВЕТСТВУЮЩИХ ЕДИНИЦ
np -карта (см.рис.38) измеряет число несоответствующих (отклоненных или так называемых дефектных) единиц в контролируемой партии. Она идентична р-карте, исключая то, что записывается действительное число несоответствующих единиц, а не их доля в выборке. Обе карты (р и np) пригодны для тех же основных ситуаций, причем выбирается карта np, когда: а) действительное число несоответствий более важно или его проще получить, чем долю, и б) размер выборки остается постоянным от периода к периоду. детали инструкций для np -карты почти идентичны применяемым для р-карты, отличия отмечаются ниже.
А. СОБЕРИТЕ ДАННЫЕ
(См.раздел 1, часть А этой главы, отличия отмечаются ниже)
· Объемы контрольных выборок должны быть одинаковы. Период подгрупп должен быть сопоставим с интервалами производства и системами обратной связи. Выборки должны быть достаточно большими, чтобы давать несколько несоответствующих единиц в каждой подгруппе. Запишите объем выборок в карте.
· Запишите и нанесите на карту число несоответствующих единиц в каждой подгруппе (np)
В. ВЫЧИСЛИТЕ КОНТРОЛЬНЫЕ ГРАНИЦЫ
(См.раздел 1, часть В данной главы, отличия отмечаются ниже)
· Вычислите среднее число несоответствующих единиц для процесса (np)
где  , ,  ... - число несоответствующих единиц в каждой из “k” подгрупп. ... - число несоответствующих единиц в каждой из “k” подгрупп.
· Вычислите верхнюю и нижнюю контрольные границы (UCL, LCL):
III. Контрольные карты для альтернативного признака
где n - объем выборки подгруппы.
С. ОЦЕНИТЕ УПРАВЛЯЕМОСТЬ ПРОЦЕССА
(См.раздел 1, часть С этой главы)
Д. ОЦЕНИТЕ ВОСПРОИЗВОДИМОСТЬ ПРОЦЕССА
(См.раздел 1, часть Д этой главы). Заметим, что воспроизводимость процесса для nр-карты также равна  , как и для р-карты. , как и для р-карты.
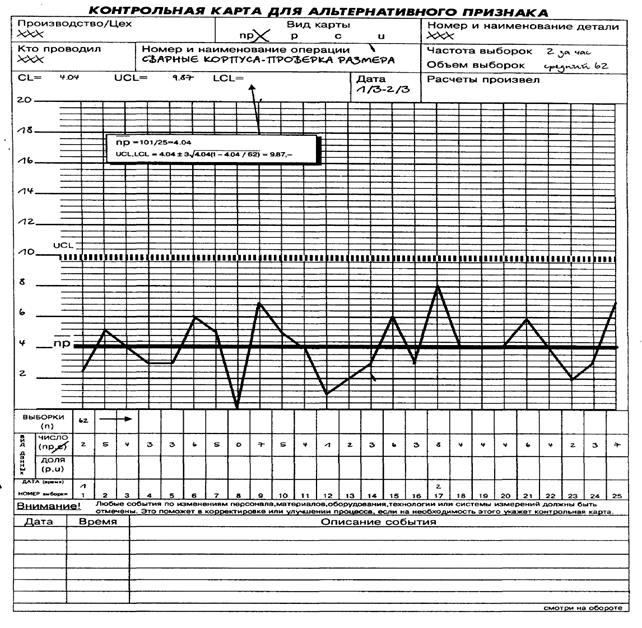
Рисунок 38 nр-карта для числа несоответствующих едениц
III. Контрольные карты для альтернативного признака
РАЗДЕЛ З
С-КiРТЫ ДЛЯ ЧИСА НЕСООТВЕТСТВИЙ
С-карта (см.рис.З9) измеряет число несоответствий (отклонений или так называемых дефектов) в контролируемой партии (в отличие от числа единиц, признанных несоответствующими, для nр -карты).
-карта требует постоянного объема выборки или проконтролированного материала. Она применима к двум главным типам ситуаций контроля:
· Когда несоответствия разбросаны по непрерывному потоку продукта (например, трещины на болте из винила, пузыри в стекле или точки тонкой изоляции провода) и когда может быть выражена средняя доля несоответствий (например, число трещин на 100 кв.метров винила);
· Когда несоответствия, появляющиеся из-за многих потенциальных источников, могут быть найдены в одной контролируемой единице (например, контроль на авторемонтном предприятии, где каждый отдельный автомобиль может иметь один или несколько дефектов широкой номенклатуры).
Ниже изложены шаги построения и применения с-карт, которые подобны основному подходу, описанному ранее для р-карт. Отличия отмечаются ниже.
А. СОБЕРИТЕ ДАННЫЕ
(См.раздел 1, часть А этой главы, отличия отмечены ниже)
· Объемы контролируемых выборок (число единиц, площади материала, длины провода и т.д.) должны быть равными, чтобы наносимые данные “с” отражали изменения в качестве (частоту появления несоответствий с), а не изменения в объеме n. Запишите объем выборки в бланк.
· Запишите и нанесите на карту число несоответствий в каждой подгруппе (с).
В. ВЫЧИСЛИТЕ КОНТРОЛЬНЫЕ ГРАНИЦЫ
(См.раздел 1, часть В этой главы, отличия отмечены ниже)
· Вычислите среднее число несоответствий для процесса ( ) )
где  , ,  ... - число несоответствий в каждой из “k” подгрупп. ... - число несоответствий в каждой из “k” подгрупп.
· Вычислите контрольные границы ( , ,  ) )
III. Контрольные карты для альтернативного признака

С. ОЦЕНИТЕ УПРВЛЯЕМОСТЬ ПРОЦЕССА
(См.раздел 1, часть С данной главы)
Д. ОЦЕНИТЕ ВОСПРОИЗВОДИМОСТЬ ПРОЦЕССА
(См.раздел 1, часть Д данной главы, отличия отмечены ниже)
Воспроизводимость процесса равна , т.е. среднему числу несоответствий в выборке фиксированного объема n.
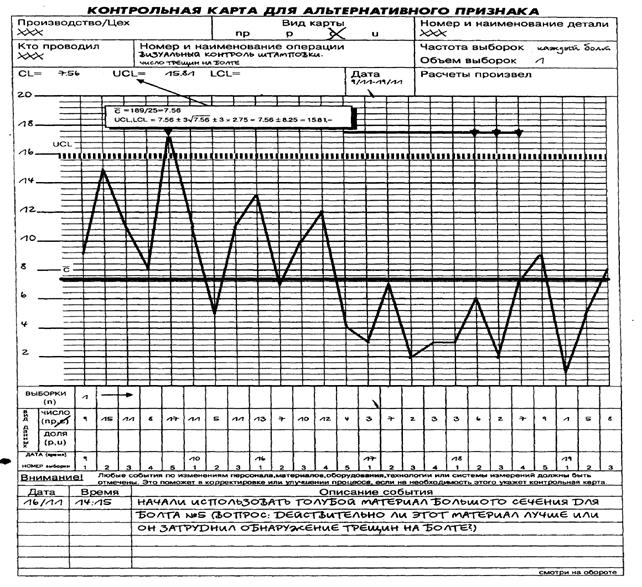
Рисунок 39 с-карта для числа несоответствий
III. Контрольные карты для альтернативного признака
РЯЗДЕЛ 4
U-КЯРТЫ ДОЛ ЧИСЛА НЕСООТВЕТСТВИЙ НА ЕДИНИЦУ
U-карта (см.рис.40) измеряет число несоответствий (отклонений или так называемых дефектов) учетную контролируемую единицу в подгруппах, которые могут иметь различные объемы (или количества контролируемого материала). Она подобна с-карте, но число несоответствий выражается на единицу продукции. Обе карты (u и с) подходят для одних и тех же основных ситуаций, однако может использоваться, если выборка содержит более одной “единицы” (чтобы сделать отчетность более значимой), и должна использоваться, если объем выборки может меняться периода к периоду. детали инструкций для u-карты подобны применяемым для р-карты, отличия отмечены ниже.
A. СОБЕРИТЕ ДЯННЫЕ
(См.раздел 1, часть А данной главы, отличия отмечены ниже)
· Объемы выборок не обязательно постоянны от подгруппы к подгруппе, хотя поддержание их в пределах 25% выше или ниже среднего упрощает вычисление контрольных границ.
· Запишите и нанесите на карту число несоответствий на единицу в каждой подгруппе (u):

где с- число найденных несоответствий и n- объем выборки (число учетных контролируемых единиц) в подгруппе, с и n также должны записываться на бланке.
ЗАМЕЧАНИЕ Объем выборки для каждой подгруппы п выражается в учетных контролируемых единицах. Иногда учетная единица - это единица продукции, например, машина. Часто, однако, учетная единица отличается от производственной единицы. Например, в отчетах по числу несоответствий на 100 единиц учетной единицей является производственных единиц и n показывает, сколько сотен проверено.
В. ВЫЧИСKИТЕ КОНТРОПЬНЫЕ ГРАНИЦЫ
(См.раздел 1, часть В данной главы, отличия отмечены ниже)
· Вычислите среднее число несоответствий на единицу для процесса ( ): ):
III. Контрольные карты для альтернативного признака
где , ... - число несоответствий и  , ,  ... объем каждой из “k” подгрупп. Вычислите контрольные границы (UCL, LCL) ... объем каждой из “k” подгрупп. Вычислите контрольные границы (UCL, LCL)
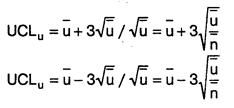
где П- средний объем выборки.
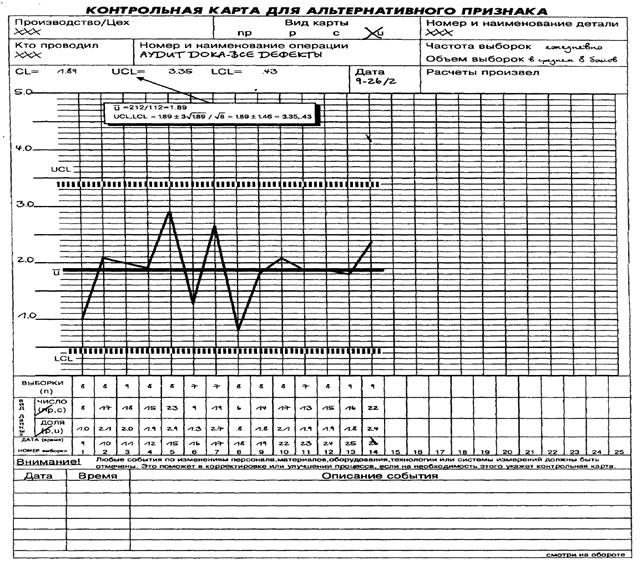
Рисунок 40 U – карта для числа несоответствий на единицу
III. Контрольные карты для альтернативного признака
ЗАМЕЧАНИЕ (См.рис.41) Если объем некоторой подгруппы выше или ниже среднего более, чем на 25%, пересчитайте точные контрольные границы следующим образом:

где  - среднее процесса и n- объем выборки (число учетных контролируемых единиц) конкретной подгруппы. Измените границы на карте и используйте их для идентификации особых причин. - среднее процесса и n- объем выборки (число учетных контролируемых единиц) конкретной подгруппы. Измените границы на карте и используйте их для идентификации особых причин.
Заметим, что применение переменных контрольных границ сложно и может вызвать ошибки. Намного лучше по возможности избегать этой ситуации, используя постоянные объемы подгрупп.
С. ОЦЕНИТЕ ПРОЦЕССА
(См.раздел 1, часть С данной главы)
Д. ОЦЕНИТЕ ВОСПРОИЗВОДИМОСТЬ ПРОЦЕССА
(См.раздел 1, часть Д этой главы)
Воспроизводимость процесса равна - среднему числу несоответствий на учетную единицу.
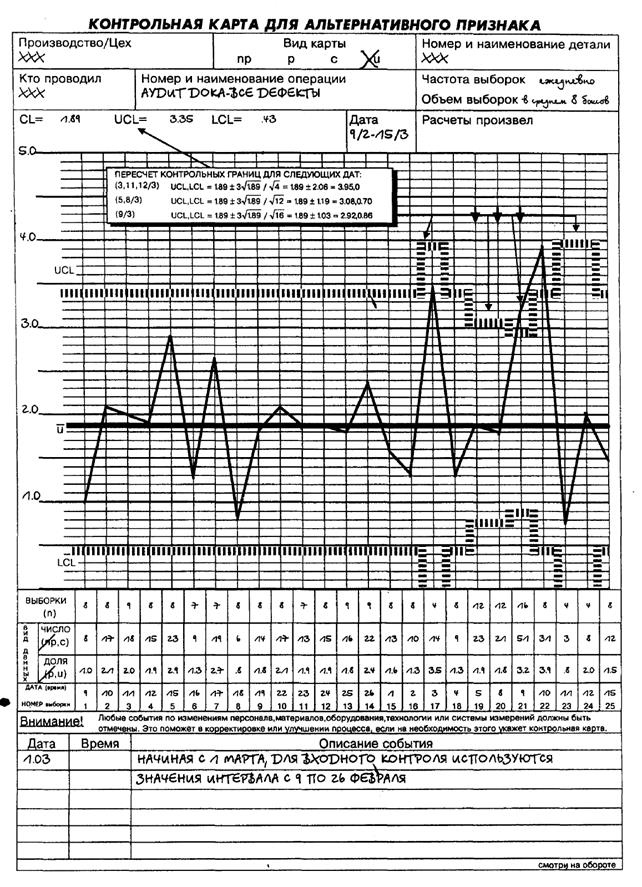
Рисунок 41 U- карта. Пересчет контрольных границ
IV. Анализ измерительных систем для процесса
ГЛАВА IV
АНАЛИЗ ИЗМЕРИТЕЛЬНЫХ СИСТЕМ ДЛЯ
ПРОЦЕССА
РАЗДЕЛ 1
ВВЕДЕНИЕ
Поскольку для конкретного процесса определяются характеристики, которые должны измеряться, то должен быть проведен анализ измерительной системы для этих характеристик, чтобы обеспечить эффективность анализа любых данных, получаемых для этих характеристик. Напомним фундаментальное положение, используемое статистиками и специалистами по качеству во всем мире, что измеренная величина состоит из истинного значения плюс погрешность измерения, или
измеренное значение = истинное значение + погрешность.
“Погрешность измерения” это статистический термин, означающий суммарный эффект всех источников изменчивости измерения, которые заставляют измеренное значение отклоняться от истинного. К сожалению, это соотношение означает, что мы вынуждены принимать решения о продукте, используя информацию (т.е. числа), которые содержат дополнительную изменчивость. делая следующий шаг, заключаем, что полная изменчивость набора данных, состоящего из, по крайней мере, из двух измерений из партии (подгруппы) и многих партий (подгрупп) во времени, соответственно складывается из двух составных частей:
полная изменчивость = изменчивость продукта + изменчивость измерений *)
Важность минимизации влияния изменчивости измерений на оценку изменчивости процесса невозможно переоценить. для более полного понимания различных аспектов анализа измерительных систем, пожалуйста, обратитесь к руководству для автомобильной промышленности Анализ измерительных систем (МSА). (Приложение Н, ссылка 15), опубликованному в декабре 1990 г. Группой стандартизации в автомобильной промышленности (АIАG). Один из наиболее и широко распространенных методов, содержащихся в руководстве МSА Автомобильного отделения АSQС/АIАG, представлен в данном разделе, как достаточно хорошо принятый подход к оценке измерительных систем до их использования в SРС. Это никоим образом не значит, что это единственный приемлемый метод МSА. Представленный здесь метод дополнительно предполагает, что другие ключевые аттрибуты измерительной системы, т.е. точность, линейность и стабильность, как описано
IV. Анализ измерительных систем для процесса
в руководстве МSА, оценены и считаются приемлемыми.
*) См. приложение Н, ссылка 18
РАЗДЕЛ 2
МЕТОД СРЕДНИХ И РАЗМАХОВ
Метод средних и размахов ( и,R иногда называемый “длинным методом”) - это математический метод определения повторяемости и воспроизводимости измерительной системы. Этот метод позволяет разделить измерительную систему на две отдельные компоненты, повторяемость и воспроизводимость. и,R иногда называемый “длинным методом”) - это математический метод определения повторяемости и воспроизводимости измерительной системы. Этот метод позволяет разделить измерительную систему на две отдельные компоненты, повторяемость и воспроизводимость.
Если повторяемость велика по сравнению с воспроизводимостью, то причинами могут быть:
· Измерительный прибор требует ремонта;
· Прибор должен быть переработан для обеспечения большей неподвижности закрепления;
· Закрепление или расположение прибора нужно улучшить;
· Имеется чрезмерная внутренняя изменчивость частей.
Если воспроизводимость велика по сравнению с повторяемостью, тогда возможны следующие причины:
· Оператору нужно лучше научиться использованию и снятию показаний прибора;
· Градуировка шкалы прибора не четкая;
· Нужно какое-либо приспособление, чтобы помочь оператору применять прибор более одинаково.
А. ПРОВЕДИТЕ ИЗУЧЕНИЕ
Хотя число операторов, попыток и частей может быть разным, следующие соображения представляют оптимальные условия для проведения изучения. Обратитесь к R & R-листку данных на рис.42 на стр. 124. детальная процедура следующая:
1. Обозначьте операторов А, В и С и пронумеруйте части от 1 до 10 так, чтобы номера не были видны операторам.
ЗАМЕЧАНИЕ десять частей должны быть случайно выбраны из продолжительного периода процесса. Важно, чтобы части по возможности полно представляли полную изменчивость процесса.
IV. Анализ измерительных систем для процесса
2. Откалибруйте прибор.
3. Пусть оператор А измерит 10 частей в случайном порядке и другой наблюдатель внесет результаты в строку 1. Пусть операторы В и С измеряют те же 10 частей, не видя показаний друг друга. Затем внесите результаты в строки 6 и 11, соответственно.
4. Повторите цикл, используя другой случайный порядок измерений. Внесите данные в строки 2, 7 и 12. Записывайте данные в соответствующих столбцах. Например, если первой измеренной частью была часть 7, то запишите результат в столбец 7. Если нужно три попытки, повторите цикл еще раз и внесите данные в строки 3,8 и 13.
5. Шаги З и 4 могут быть заменены следующими, если размер частей велик или они одновременно недоступны:
а) пусть оператор А измерит первую часть и запишет показание в строку 1. Пусть оператор В измерит первую часть и запишет показание в строку б. Пусть оператор С измерит первую часть и запишет результат в строку 11;
b) пусть оператор А повторит измерение первой части и запишет показание в строку 2, так же оператор В - в строку 7 и оператор С - в строку 12. Если используются три попытки, повторите циклеще раз и внесите результаты в строки 3, 8 и 13.
6. Иной метод может быть использован, если операторы в разных сменах. Пусть оператор А измерит все 10 частей и внесет показания в строку 1. Затем оператор А повторит измерения в другом порядке и внесет результаты в строки 2 и 3. Операторы В и С сделают то же самое в другие смены.
В.ВЫЧИСЛЕНИЯ
Вычисления повторяемости и воспроизводимости прибора показаны на рис.42 и 43. Рис.42показывает листок данных, на котором записываются результаты изучения. Рис.43 представляет лист отчета, на котором должна записываться вся идентифицирующая информация и все вычисления, сделанные по приведенным формулам. После сбора данных процедура вычислений следующая:
1. Вычтите наименьшее показание из наибольшего в строках 1, 2 и 3, внесите результат в строку 5. Сделайте тоже для строк 6, 7, 8 и 11, 12, 13 и внесите результаты в строки 10 и 15 соответственно (рис.42).
2. Записи в строках 5, 10 и 15 должны быть положительными значениями (рис.42).
IV. Анализ измерительных систем для процесса
3. Просуммируйте строку 5 и поделите сумму на число частей, отобранньх для получения среднего размаха  для попыток первого оператора. Сделайте то же для строк 10 и 15, чтобы получить для попыток первого оператора. Сделайте то же для строк 10 и 15, чтобы получить  и и  (рис.42). (рис.42).
4. Перенесите средние строк 5, 10 и 15. (, , ) в строку 17. Сложите их вместе и
поделите на число операторов, внесите результаты как  (общий средний размах) (рис.42). (общий средний размах) (рис.42).
5. Внесите среднее в строки 19 и 20 и умножьте, соответственно, на  и и  чтобы получить верхнюю и нижнюю контрольные границы. Учтите, что =0 и =3,27 для двух попыток. Значение верхней контрольной границы ( чтобы получить верхнюю и нижнюю контрольные границы. Учтите, что =0 и =3,27 для двух попыток. Значение верхней контрольной границы ( ) для индивидуальных размахов вводится в строку 19. Значение нижней контрольной границы ( ) для индивидуальных размахов вводится в строку 19. Значение нижней контрольной границы ( ) для числа попыток, меньше семи, равно нулю (рисунок 42). ) для числа попыток, меньше семи, равно нулю (рисунок 42).
6. Повторите те измерения, которые создали размах, больший рассчитанного используя тех же оператора ичасти, как иранее, или отбросьте эти значения, заново средните и пересчитайте  и значение границы основываясь на пересмотренном объеме выборки. Устраните особую причину, которая вызвала выход из управляемого состояния. и значение границы основываясь на пересмотренном объеме выборки. Устраните особую причину, которая вызвала выход из управляемого состояния.
7. Просуммируйте строки 1, 2, 3, 6, 7, 8, 11, 12, 13. Поделите суммы в каждой строке на число выбранных частей и внесите эти значения в крайний правый столбец, обозначенный “среднее” (рис.42).
8. Просуммируйте средние в строках 1,2,3 и поделите сумму на число попыток, введите значение в строку 4 в поле  Повторите это для строк 6, 7, 8 и 11, 12, 13 и введите результаты в поля для Повторите это для строк 6, 7, 8 и 11, 12, 13 и введите результаты в поля для  и и  в строках 9 и 14, соответственно (рис.42). в строках 9 и 14, соответственно (рис.42).
9. Внесите максимальное иминимальное среднее строк 4,9,14 на соответствующие места в строке 18 и определите их разность. Внесите ее место строке 18, обозначенное (рис.42).
10. Просуммируйте измеренные значения для каждой попытки, для каждой части и поделите сумму на число измерений (число попыток, умноженное на число операторов). Внесите результаты в строку 16 на места для средних для частей (рис.42).
11. Вычтите наименьшее среднее для части из наибольшего среднего для части и введите результат на место  в строке 16, обозначенное размах средних для частей (рис.42). в строке 16, обозначенное размах средних для частей (рис.42).
12. Перенесите вычисленные значения , и в графы, предусмотренные на отчетной стороне формы (рис.43).
13. Выполните вычисления в колонке, обозначенной “Анализ единиц измерения” на левой стороне формы (рис.43).
IV. Анализ измерительных систем для процесса
14. Выполните вычисления в колонке, обозначенной “% вариации процесса” в правой части формы (рис.43).
15. Проверьте результаты, чтобы иметь уверенность в отсутствии ошибок.
С. АНАЛИЗ РЕ3УЛЬТАТОВ
Листок данных и отчет по повторяемости и воспроизводимости прибора (рис.42 и 43) предусматривают метод анализа данных изучения прибора. Анализ должен оценить изменчивость процент изменчивости процесса для всей измерительной системы, а также повторяемость, воспроизводимость и изменчивость от части к части для компонент системы. В левой части формы (рис.43) “Анализ единиц измерения” для каждой компоненты вариаций вычисляется 5,15 стандартных отклонений, охватывающие 99% площади под кривой нормального распределения.
Повторяемость или вариация оборудования (ЕV или  ) определяется умножением общего среднего размаха на константу К ) определяется умножением общего среднего размаха на константу К  , зависящую от числа попыток, используемых при изучении прибора. , зависящую от числа попыток, используемых при изучении прибора.
Воспроизводимость или вариация оценивателя (АV или ) определяется умножением максимальной средней разности операторов на константу К  , которая зависит от числа операторов, участвовавших в изучении прибора. Поскольку вариация оценивателя загрязнена вариацией оборудования, она должна быть исправлена вычитанием доли вариации оборудования. Следовательно, вариация оценивателя , которая зависит от числа операторов, участвовавших в изучении прибора. Поскольку вариация оценивателя загрязнена вариацией оборудования, она должна быть исправлена вычитанием доли вариации оборудования. Следовательно, вариация оценивателя
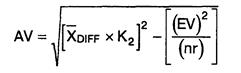
где n число частей и r- число попыток. Если под квадратным корнем отрицательное значение, то АV = 0.
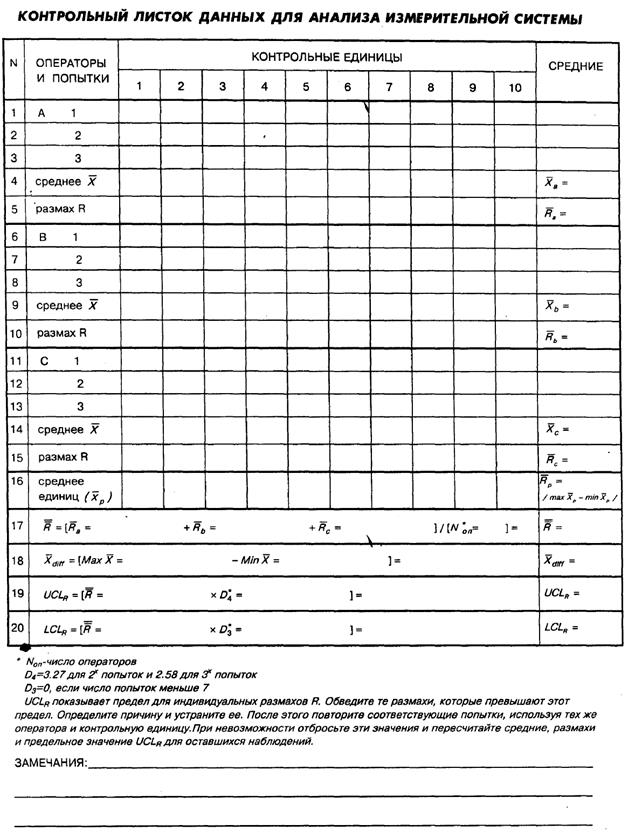
Рисунок 42 Форма листка данных для анализа сходимости и воспроизводимости прибора
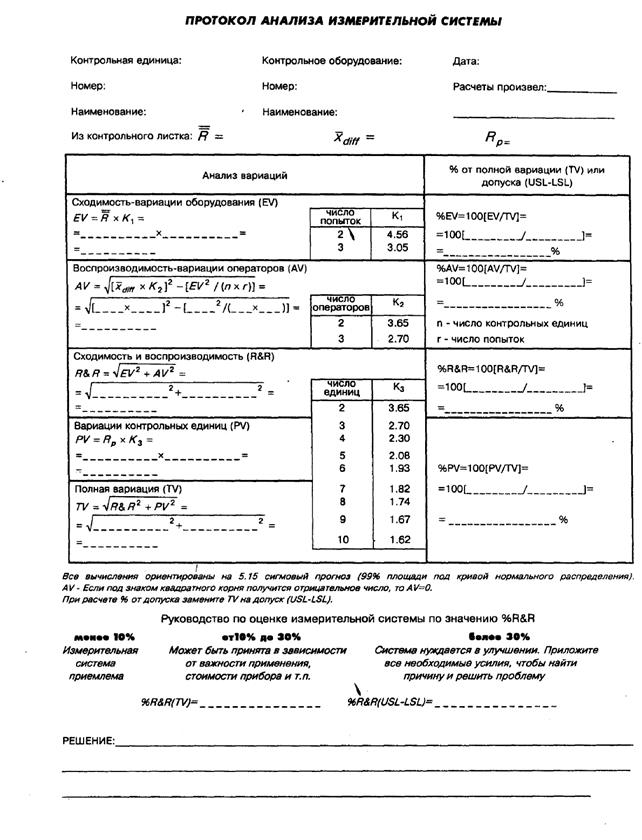
Рисунок 43 Форма отчета по анализу сходимости и воспроизводимости прибора
IV. Анализ измерительных систем для процесса
Вариация измерительной системы для повторяемости и воспроизводимости (R & R или  ) вычисляется суммированием квадратом вариации оборудования и вариации оценивателя под квадратным корнем: ) вычисляется суммированием квадратом вариации оборудования и вариации оценивателя под квадратным корнем:
Вариация от части к части (РV или  ) определяется умножением размаха средних R ) определяется умножением размаха средних R  для частей на константу К для частей на константу К  зависящую от числа частей, использованных при изучении прибора. зависящую от числа частей, использованных при изучении прибора.
Полная вариация (ТV или  ) определяется суммированием квадратов вариации повторяемости и воспроизводимости (R & R) и вариации РV от части к части под корнем: ) определяется суммированием квадратов вариации повторяемости и воспроизводимости (R & R) и вариации РV от части к части под корнем:
Если вариация процесса известна и основана на б то она может использоваться вместо полной вариации ТV, вычисленной по данным изучения прибора. Это выполняется путем следующих двух вычислений: вариация процесса:
Обе эти величины ТV и РV заменяют ранее вычисленные.
Поскольку изменчивость для каждого фактора определена при изучении прибора, то она может быть сравнена с полной вариацией ТV. Это выполняется вычислениями в правой части формы отчета о приборе (рис.43) “% от вариации процесса”.
Процент вариации оборудования %ЕV от полной вариации ( ТV ) равен

Проценты, которые составляют другие факторы:
IV. Анализ измерительных систем для процесса
СУММА ПРОЦЕНТОВ КАЖДОГО ФАКТОРА НЕ БУДЕТ РАВНА 100%.
Результаты вычисления этих процентов должны показать, приемлема ли измерительная система для данного применения.
Если вместо процентов к вариации процесса применить анализ, основанный на процентах к допуску, то форма отчета о повторяемости и воспроизводимости (рис.43) должна быть изменена, так чтобы правая часть представляла % от допуска вместо % от вариации процесса. В этом случае % ЕV, %,АV, % R & R и % РV вычисляются подстановкой значения допуска в знаменатель выражений вместо полной вариации ТV. Следует использовать оба приема.
Критерием приемлемости повторяемости и воспроизводимости система измерений (%) по обоим подходам, описанным выше, является:
· менее 10% погрешности - система измерений хорошая;
· от 10 до 30% - может быть принята в зависимости от важности применения, стоимости системы измерений, стоимости ремонта и тд.;
· свыше 30% погрешности - система измерений нуждается в улучшении. Приложите все усилия, чтобы найти и решить проблемы.
Д. ПРИМЕР
Некоторая корпорация АВС начинает оценку измерительных систем. Первым подлежащим оценке измерительным устройством является прибор для измерения толщины прокладок. Инженер по качеству решил использовать 10 частей для представления изменчивости процесса и трех случайно отобранных операторов из штата контролеров. Из-за ограниченности времени выполнялись только две попытки. Метод сбора и анализа данных соответствует процедуре, обсужденной выше в этом разделе, с результатами, показанными на рис. 44 и 45.
Контрольные границы () и () для индивиуальных размахов вычислены, как показано на рис.44. Данные могли быть нанесены на контрольной карте повторяемости, но анализ размахов показывает, что все размахи находятся в управляемом состоянии (т.е. между и ). Это значит, что все операторы устойчивы и используют прибор одинаково.
Анализ единиц измерений и процентов от вариации процесса проведен (рис.45). Результаты показывают, что в этом примере % R & R составляет 25,2%, и поэтому измерительная система может считаться на грани пригодности для измерения вариации процесса.
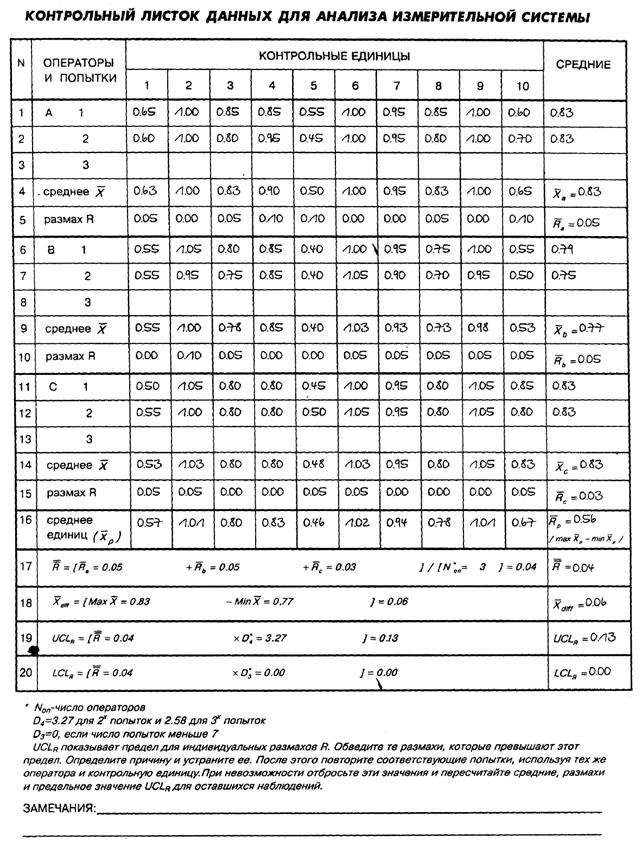
Рисунок 44 Листок данных для анализа сходимости и воспроизводимости прибора
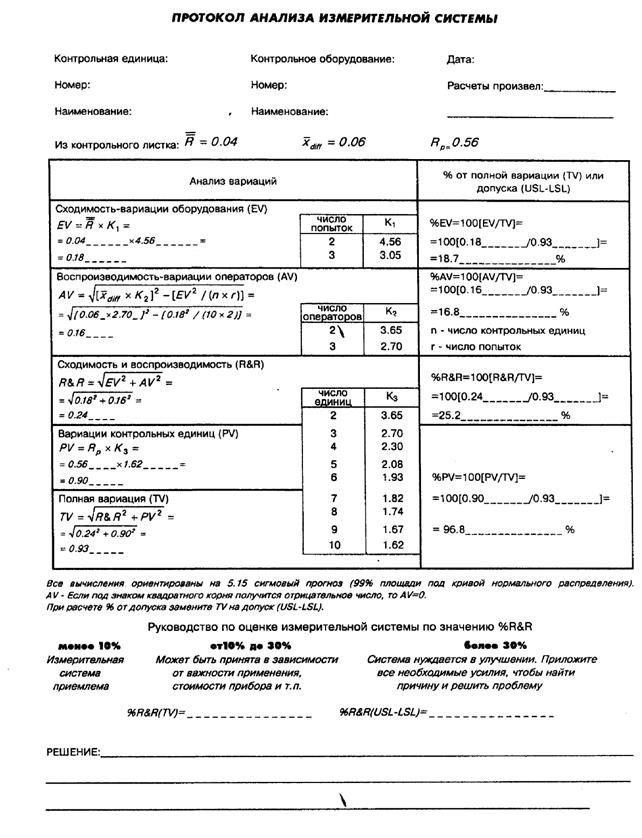
Рисунок 45 Отчет по анализу сходимости и воспроизводимости прибора
Приложения
ПРИЛОЖЕНИЕ А
КОММЕНТАРИИ К ФОРМИРОВАНИЮ ПОДГРУПП
Контрольные карты применяются, чтобы отвечать на вопросы о процессах. Чтобы контрольная карта приносила пользу, важно, чтобы она отвечала на правильные вопросы. Карта отвечает на вопрос:
“больше ли изменчивость средних для подгрупп, чем ожидается по изменчивости внутри подгрупп?”. Поэтому понимание источников изменчивости внутри подгрупп и между ними имеет решающее значение для понимания контрольных карт и изменчивости процесса. Большинство контрольных карт по количественному признаку сравнивает изменчивость внутри подгрупп с изменчивостью между подгруппами, поэтому важно для интерпретации контрольных карт формировать подгруппы с пониманием возможных источников изменчивости, влияющих на результаты процесса. Рассмотрим следующий пример: Производственный процесс состоит из четырех параллельных операций. Предполагается изучение изменчивости процесса с помощью контрольных карт, поэтому должно быть принято решение, как собирать данные для карт. Имеется множество выборочных схем, которые можно рассматривать. Части могут браться с каждого потока при формировании подгрупп или только из одного потока, или подгруппа может формироваться взятием частей из объединенного потока продукта, невзирая на их источник. Численный пример, приведенный ниже, показывает возможные результаты, получаемые этими тремя методами.
МЕТОДЫ СБОРА ДАННЫХ ИЗ МНОГОПОТОКОВОГО (МНОГОШПИНДЕЛЬНОГО)
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА.

Приложения
Каждый час выборка в 16 частей отбирается взятием частей из последовательных циклов от каждого потока. Пример данных:

Данные отражают три источника изменчивости. Изменчивость от цикла к циклу отражается столбцами таблицы, изменчивость от потока к потоку отражается ее строками, изменчивость от часа к часу отражается разными выборками из 16 частей.
Одной схемой группирования может быть нанесение среднего и размаха каждого столбца каждой таблицы данных. При этом изменчивость от потока к потоку будет содержаться в каждой подгруппе. Изменчивости от часа к часу и от цикла к циклу дадут вклад в разности между подгруппами. другой возможной схемой группирования может быть нанесение среднего и размаха каждой строки каждой таблицы. При этой схеме группирования изменчивость от цикла к циклу будет содержаться внутри каждой подгруппы, а изменчивости от часа к часу и от потока к потоку дадут вклады в разности между подгруппами.

Для построения контрольных карт по каждому методу группирования использованы данные от последовательных часов.
Приложения
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|





