Д.2. Настройка процесса на запросы потребителя
В разделе 2 главы 1 процесс был представлен графически (см.рис.1.стр.6). Выходная характеристика такого процесса также может быть представлена графически через распределение ее значений. Это распределение может рассматриваться, как распределение процесса (рис.З0а).
Функция потерь, аналогичная приведенной на рис.30б, может быть установлена для характеристики процесса, распределение которой показано на рис.З0а. далее, предполагая малую или нулевую вариацию требований потребителя (цели спецификации), путем наложения распределения процесса на кривую функции потерь потребителя можно сделать два наблюдения:
• Чтобы минимизировать потери потребителя, желательно настроить процесс (его центр) на требования потребителя (цель спецификации);
• Кроме того, потребителю выгодно, если изменчивость около целевого значения будет непрерывно снижаться (см.рис.З0е).
Такой анализ иногда называют настройкой “голоса процесса” на “голос потребителя’ (см. Приложение Н, ссылка 22). Нужно заметить, что хотя в этом примере не предполагается изменчивость “голоса потребителя”, он (цель спецификации) в реальных ситуациях меняется, и это дополнительно усложняет достижение истинного удовлетворения потребителя процесса.
Наконец, когда оцениваемые приведенные потери порождаются действительным распределением производимых процессом частей в соединении с потерями, генерируемыми процессом, можно показать, что в. этом случае приблизительно только 45% полных потерь потребителя вызваны частями, находящимися вне поля допуска спецификации, а остальные потери происходят от частей в поле допуска, но не попавших в цель (рис.З0d). Это сильно подтверждает, что “менталитет ворот” или вычисление процентов “плохих” частей (вне поля допуска) сам по себе не дает надлежащего понимания эффекта процесса для потребителя.
II. Контрольные карты для количественного признака
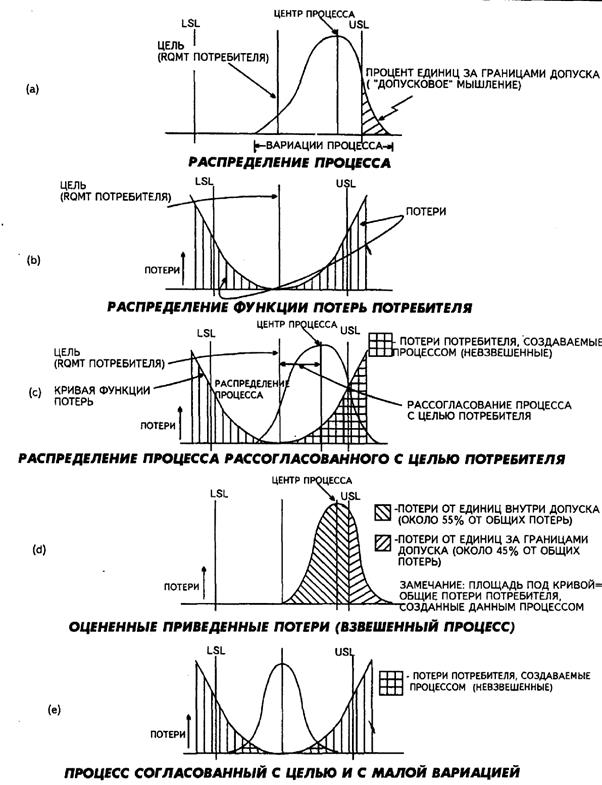
Рисунок 30 Согласование процесса с требованиями
II. Контрольные карты для количественного признака
Д.3 Применение показателей процесса
По причинам, изложенным в предыдущих параграфах, и с учетом условий, перечисленных в части с данного раздела, следующие рекомендации могут быть сделаны по использованию показателей процессов для улучшенного понимания и эффективного непрерывного их усовершенствования:
• Ни один отдельный индекс или отклонение не может описать процесс, далее,
• Два или большее число индексов или отношений следует рассматривать совместно. Как минимум, следует применять сочетания, например,  и и  , ,  и и  , ,  и , или и , или  и и  и и
• Настоятельно рекомендуется применять графический анализ в сочетании с показателями процесса. Примеры такого анализа - контрольные карты, графики распределений процессов, графики функций потерь, подобные показанным на рис.30, и т.д. дополнительно, особенно для нестабильных процессов, полезно строить графики присущей процессу изменчивости совместно с полной изменчивостью  , чтобы уловить различие между воспроизводимостью и пригодностью процесса и проследить усовершенствования. В общем, размер этого различия - мера степени, до , чтобы уловить различие между воспроизводимостью и пригодностью процесса и проследить усовершенствования. В общем, размер этого различия - мера степени, до
которой процесс не управляем, несмотря на то, что в нестабильных процессах, в зависимости от степени нестабильности, относительно больше неопределенности в оценках процесса  и и  , чем в стабильных процессах. Эти виды графического анализа могут использоваться для лучшего понимания процессов, даже если показатели ( / , чем в стабильных процессах. Эти виды графического анализа могут использоваться для лучшего понимания процессов, даже если показатели ( /  и т.д.) не вычисляются и/или не используются. и т.д.) не вычисляются и/или не используются.
• Для непрерывного усовершенствования процессов их показатели должны использоваться с установкой на постоянное стремление согласовать “голос процесса” с “голосом потребителя” с минимальными потерями для потребителя.
Последнее предупреждение - все оценки воспроизводимости должны относится к характеристике одного процесса. Никогда не следует объединять или усреднять результаты по воспроизводимости для нескольких процессов в один индекс.
Следует надеяться, что применение показателей процессов в этом всеобщем аспекте даст некоторую информацию, необходимую для достижения истинного совершенствования процессов с конкурентной скоростью.
III. Контрольные карты для альтернативного признака
ГЛАВА III
КОНТРОЛЬНЫЕ КАРТЫ ДЛЯ
АЛЬТЕРНАТИВНОГО ПРИЗНАКА
Хотя контрольные карты наиболее часто применяются для количественного (измеряемого) признака (как показано в главе Н), были разработаны также их варианты для альтернативных признаков (см.рис.З1). Альтернативные данныё имеют только два значения (соответствует/не соответствует, проходит/не проходит, присутствует/отсутствует), но они могут быть подсчитаны для регистрации и анализа*). Примеры включают наличие требуемой этикетки, непрерывность электрической цепи, ошибки в печатных документах. другими примерами являются характеристики, которые измеримы, но результаты фиксируются в простой форме да/нет, такие как соответствие диаметра штифта проходному калибру, приемлемость краев двери при визуальной или приборной проверке, выполнение срока поставки. Контрольные карты для альтернативных признаков важны по нескольким причинам:
· Ситуации с данными об альтернативных признаках существуют в любом техническом и административном процессе, так что анализ признаков полезен для многих применений. Самая значительная трудность - создать точные рабочие определения несоответствия;
· Данные об альтернативных признаках доступны во многих ситуациях - при любом контроле, отборе для ремонта, сортировке материалов и т.п. В этих случаях не требуется никаких дополнительных затрат на сбор данных, только усилия по переводу данных в форму контрольных карт;
· Когда должна собираться новая информация, данные об альтернативных признаках в общем можно получить быстро и недорого, причем с использованием простых калибров (типа да-нет), не требуется специальное обучение;
· Многие данные, собираемые для отчетов руководству, имеют форму альтернативных признаков и могут выиграть от анализа контрольных карт. Примеры - процент принятых с первого предъявления, объемы брака, отклонения при проверке качества и материалов. Благодаря возможности различать изменчивость от обычных и особых причин, анализ контрольных карт может быть значимым в интерпретации этих отчетов для руководства;
При введении контрольных карт в организации важно определить первоочередные проблемы и использовать карты там, где они наиболее необходимы. Сигналы проблем могут исходить от системы управления издержками, претензий потребителей, внутренних узких мест и т.п. Применение контрольных карт для альтернативных признаков для ключевых показателей общего качества часто может указать путь к конкретным областям процессов, требующим более детального изучения, включая возможное использование конкретных карт для количественного признака.
III. Контрольные карты для альтернативного признака
Следующие четыре раздела охватывают основы четырех главных типов контрольных карт для альтернативных признаков:
1) р-карты для долей несоответствующих единиц (из выборок не обязательно равного объема);
2) nр-карты для числа несоответствующих единиц (для выборок одинакового объема);
3) с-карты для числа несоответствий (для выборок равного объема);
4) u-карты для числа несоответствий на единицу (из выборок не обязательно равного объема).
Обсуждение первого типа карт будет подробнее, чем для других, т.к. оно вводит основные понятия. Остальные три раздела концентрируется на отличительных чертах соответствующих типов карт.
*) В этом руководстве при рассмотрении альтернативных признаков используется термин “соответствующий/несоответствующий” просто потому, что: 1) это традиционно; 2) организации, только начавшие путь к непрерывному усовершенствованию, обычно пользуются именно этими категориями; З) во многих примерах в литературе использованы эти категории. Это не следует толковать так, что это единственные приемлемые категории или что карты для альтернативных признаков не могут быть использованы для процессов случая 1 (стр.1З) (см. приложение Н).
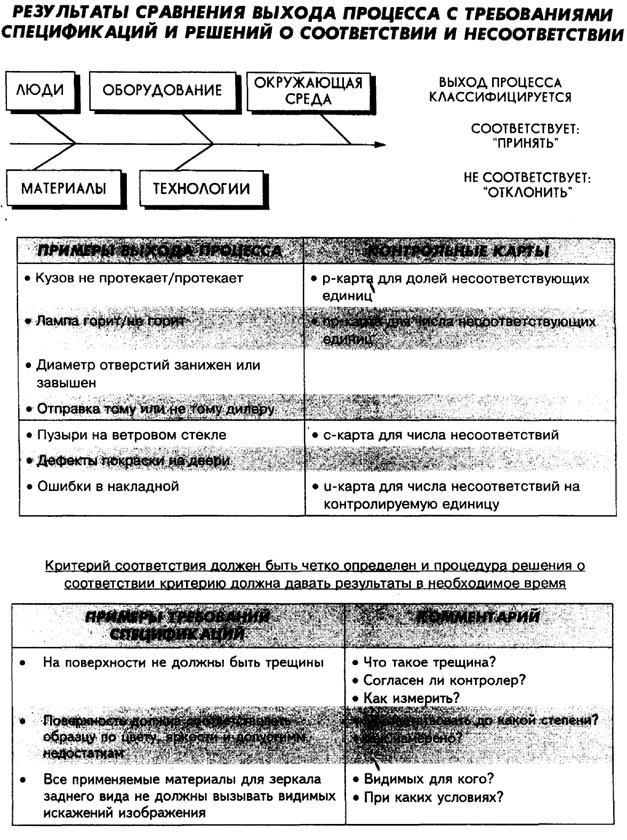
Рисунок 31 Данные по альтернативному признаку
III. Контрольные карты для альтернативного признака
РАЗДЕЛ 1
Р-КАРТЫ ДЛЯ ДОЛИ НЕСООТВЕТСТВУЮЩИХ ЕДИНИЦ
Р-карты измеряют долю несоответствующих (или так называемых дефектных) изделий в контролируемой группе. Это может быть выборка из 75 изделий, берущаяся дважды в день, некоторый процент продукции, группируемой на почасовой или ежедневной основе, доля поставок во-время и т.д. Можно опираться на оценку одной характеристики (была ли установлена конкретная часть) или многих характеристик (были ли какие-либо ошибки в электрической системе?).Важно,что:
· Каждая компонента, часть или изделие, будучи проверено, записывается как соответствующее или несоответствующее (даже если изделие имело несколько конкретных несоответствий);
· Результаты этого контроля группируются на осмысленной основе, и несоответствующие изделия выражаются в виде долей от объема подгруппы.
Прежде чем р-карта может использоваться, должны быть сделаны подготовительные шаги:
· Создайте среду, подходящую для работы. Любой статистический метод потерпит неудачу, если менеджмент не подготовит заинтересованную среду;
· Определите процесс. Процесс должен быть понятен в смысле его связи с другими операциями/пользователями и элементами процесса (люди, оборудование, материалы, методы и среда), влияющими на него на каждой стадии. Таки методы, как диаграмма причин и следствий, помогут сделать эти связи видимыми;
· Определите характеристики, подлежащие управлению. Сосредоточьтесь на тех характеристиках, которые наиболее перспективны для, усовершенствования процесса (применение принципа Парето). Полезны несколько соображений:
- потребности потребителей. Они включают как последующие процессы, использующие продукт или услугу как вход, так и потребителей конечного изделия;
- области текущих и потенциальных проблем. Рассмотрите имеющиеся свидетельства потерь или плохой эффективности (например, брак, переделки, избыточные затраты времени, недостигаемые цели) и области риска (например, учащающиеся изменения конструкции продукта или услуги и элемента процесса);
- корреляция между характеристиками. для эффективного и результативного изучения
воспользуйтесь преимуществами взаимосвязи между характеристиками. Если несколько отдельных характеристик изделия имеют тенденцию
III. Контрольные карты для альтернативного признака
изменяться вместе, может быть
выгодно строить карту только для одной из них (см.предупреждение на стр.29);
· Определите технологичную измерительную систему. Характеристики должны быть технологично определены, так чтобы факты могли сообщаться всем заинтересованным лицам таким образом, чтобы они имели одно и то же значение сегодня и вчера. Это требует указания той информации, которая должна собираться, где, когда и при каких условиях. Особенно трудно установить технологичное определение, когда присутствуют субъективные оценки. Определение характеристик повлияет на тип используемых контрольных карт - карты для альтернативных признаков, например, р-карта или карты для количественного признака, описанные в главе II;
· Минимизируйте изменчивость, не являющуюся неизбежной. Прежде чем начинать изучение процесса, следует снизить внешние источники изменчивости, которые не являются неизбежными. Цель этого - избежать очевидных проблем, которые могут и должны быть решены даже без контрольных карт. Во всех случаях должны вестись записи, отмечающие все существенные события, такие как процедурные изменения, новый исходный материал и т.п. Это поможет в последующем анализе процесса.
А. СОБЕРИТЕ ДАННЫЕ
А.1. Выберите объем, частоту и число подгрупп (см.рис.32)
а) Объем подгрупп - карты для альтернативных признаков требуют существенно больших объемов подгрупп (например, от 50 до 200 или больше), чтобы иметь возможность обнаружения умеренных сдвигов в пригодности. для того, чтобы карта показывала неслучайное поведение, поддающееся анализу, объем подгрупп должен быть достаточен, чтобы иметь несколько несоответствующих единиц на подгруппу (например, n  >5). >5).
Отметим, однако, что большой объем подгруппы может быть недостатком, если каждая подгруппа представляет длинный период работы процесса. Наиболее удобно, если объемы подгрупп постоянны или меняются не более чем на 25%, но это требуется не всегда. Также полезно, чтобы объем подгрупп был достаточно большим, соответствуя , чтобы обуславливать нижнюю контрольную границу так, чтобы запланированные причины усовершенствования также могли быть заметными.
b) Частота подгрупп - должна быть сопоставимой с периодами производства, чтобы помогать при анализе и коррекции найденных проблем. Короткие интервалы времени позволяют ускорить обратную связь, но могут вступать в конфликт с требованием больших объемов подгрупп.
с) Числу подгрупп - период сбора данных должен быть достаточно длинным,
III. Контрольные карты для альтернативного признака
чтобы уловить все вероятные источники изменчивости, воздействующие на процесс. Обычно он должен включать 25 или более подгрупп, чтобы провести хорошую проверку на стабильность и, если она есть, дать надежную оценку пригодности процесса.
А.2. Вычислите доли несоответствующих единиц для каждой подгруппы (р) (см.рис.32)
Для каждой подгруппы должны быть записаны следующие данные:
· число проверенных единиц n;
· число найденных несоответствующих единиц nр.
Из этого вычисляется доля несоответствующих единиц:

Эти данные должны быть записаны на бланке данных как основа для начального анализа. Если известны недавние данные, то они также могут использоваться для ускорения этой фазы изучения.
А.3. Выберите шкалу для контрольной карты (см.рис.32)
Карта, на которую наносятся данные, должна иметь вертикальную шкалу для долей (или процентов) несоответствующих единиц и горизонтальную шкалу для обозначения подгрупп (час, день и т.п.). Вертикальная шкала должна перекрывать значения от нуля до 15-2- кратного наибольшего значения доли несоответствующих единиц, отмеченного в исходных данных.
А.4. Нанесите значения долей несоответствующих единиц на контрольную карту (рис.32)
Нанесите значения р для каждой подгруппы. Обычно полезно соединить точки линиями, чтобы было легче выделить неслучайное поведение и тренды.
После нанесения точек бегло проверьте их, чтобы понять, разумны ли они. Если некоторые точки существенно выше или ниже других, убедитесь, что вычисления правильны.
Записывайте в “коментариях” карты изменения процесса или необычные события, могущие повлиять на процесс, когда они наблюдались.
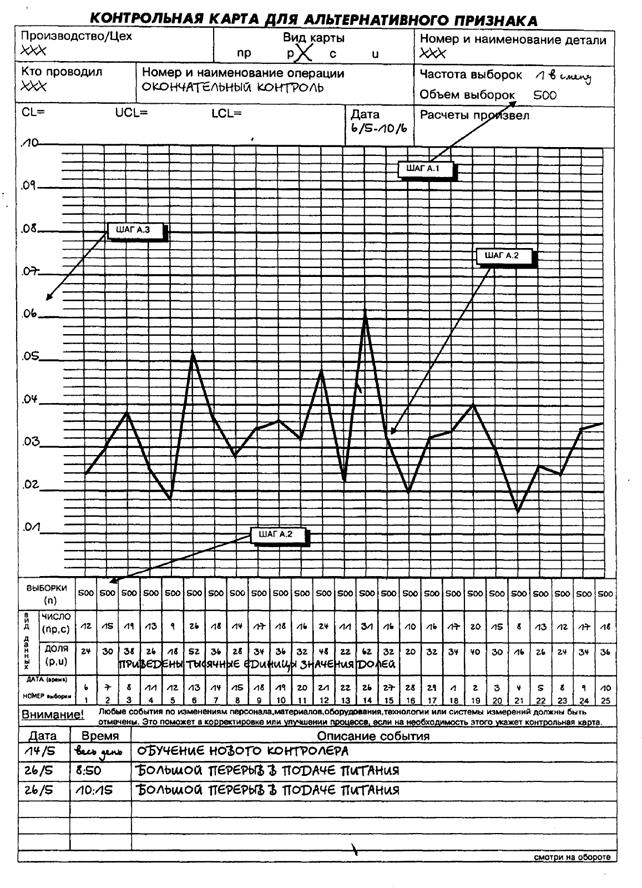
Рисунок 32 р- карта для долей несоответствующих единиц – Сбор данных
III. Контрольные карты для альтернативного признака
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|





