|
|
Сборочные единицы и детали, тяговые элементы, опорные, направляющие, приводные, натяжные, загрузочные и разгрузочные устройства
Тяговые органы конвейеров, их конструктивные типы и особенности [2]
Гибкими тяговыми органами конвейеров являются цепи, ленты и канаты. Преимущества тяговых цепей: · возможность огибания звездочек и блоков малого диаметра; · гибкость в вертикальной и горизонтальной плоскостях; · высокая прочность при малом удлинении; · удобство и высокая прочность грузонесущих и опорных элементов; · надежность передачи тягового усилия зацеплением на звездочке при малом первоначальном натяжении; · возможность работы при высокой температуре. Недостатки тяговых цепей: · большая масса и высокая стоимость; · наличие большого количества шарниров, требующих регулярного наблюдения и смазки; · ограничение скорости движения из-за дополнительных динамических нагрузок; · интенсивное изнашивание цепи при высоких скоростях. Преимущества конвейерных лент: · возможность сочетания функций тягового и несущего элементов; · малая масса; · простота конструкции и эксплуатации; · возможность перемещения с высокими скоростями; · отсутствие быстроизнашивающихся шарниров; · удовлетворение требованиям свойств транспортируемых грузов и окружающей среды. Недостатки конвейерных лент: · фрикционный способ передачи, требующий большого первоначального натяжения; · недостаточный срок службы при транспортировании тяжелых и крупнокусковых грузов; · ограниченная возможность использования для транспортирования горячих грузов; · сложность текущего ремонта и очистки от липких грузов; · повышенное удлинение ленты (до 4%) при рабочих нагрузках. Преимущества канатов: · меньшая стоимость и масса по сравнению с цепями при равной прочности; · гибкость во всех направлениях; · меньшая подверженность воздействию пыли и грязи из-за отсутствия шарниров; · возможность перемещения с высокими скоростями. Недостатки канатов: · сложность создания надежного привода; · большое первоначальное натяжение при фрикционном приводе; · малый срок службы; · большая вытяжка при рабочих нагрузках; · сложность крепления рабочих элементов и замены отдельных частей каната. Тяговые цепи [2]
Основными параметрами тяговой цепи являются шаг звена, разрушающая нагрузка, масса 1 м цепи, определяющим признаком является конструкция цепи [1]. Круглозвенные сварные цепи (рис. 2.1) изготавливаются из круглой легированной стали отрезками 1–2 м, соединяются в процессе сборки с грузонесущими элементами с помощью соединительных звеньев.
а б а – короткозвенные; б – длиннозвенные
Рисунок 2.1 - Круглозвенные сварные цепи
Преимущества круглозвенных цепей: простота конструкции; малая стоимость; пространственная гибкость; наличие открытого самоочищающегося шарнира [1]. Недостатки круглозвенных цепей: малая площадь контакта звеньев; быстрое изнашивание; недостаточная точность изготовления звеньев. Литые цепи (рис. 2.2) имеют разнообразные конструкции, изготавливаются из ковкого чугуна.
а – конструкция; б – способ сборки-разборки
Рисунок 2.2 - Литая разборная цепь из ковкого чугуна
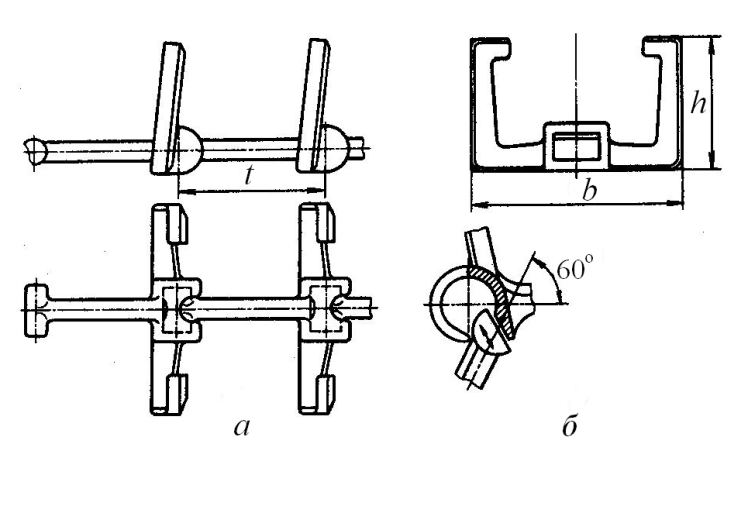
Преимущества литых цепей: малая стоимость; возможность изготовления звеньев сложной конфигурации. Недостатки литых цепей: большая масса; невысокая надежность. Литые цепи применяют в конвейерах с контурными скребками сложной конфигурации [1]. Комбинированные цепи (рис. 2.3) изготавливают из звеньев, отлитых из ковкого чугуна или стали заодно с втулками, и точеных стальных валиков, возможно сочетание литых внутренних звеньев с наружными штампованными звеньями из полосовой стали [1].Пластинчатыми являются цепи со звеньями из пластин, соединенных валиками или втулками [1]. Для крепления грузонесущих элементов конвейеров к цепи пластины обычно выполняют с отверстиями или снабжают их полками с отверстиями. По конструкции узла шарнира пластинчатые цепи: - безвтулочные (рис. 2.4): - безроликовые; роликовые; - втулочные (рис. 2.5): без роликовые; роликовые; - катковые (рис. 2.6): с гладкими катками; с ребордами на катках. При легких режимах работы применяют пластинчатые безвтулочные цепи (рис. 2.4), которые имеют наиболее простую конструкцию и низкую стоимость и применяются в конвейерах только при малых скоростях и невысоких нагрузках.
а, б – безроликовые; в – роликовая
Рисунок 2.3 - Комбинированные цепи
1 – безроликовые; 2 – роликовые
Рисунок 2.4 - Пластинчатые цепи безвтулочные
Наиболее эффективными и имеющими широкое применение являются роликовые и катковые пластинчатые цепи [1]. При перегибе цепи на звездочке давление между валиком и втулкой в шарнире распределяется по значительно большей поверхности, чем у безвтулочной цепи, поэтому при одинаковых усилиях давление и износ в шарнире получаются меньшими. При средних и тяжелых режимах работы используют втулочные (безроликовые и роликовые) (рис. 2.5) и катковые пластинчатые цепи (рис. 2.6). При применении на конвейере в качестве тягового элемента двух параллельных цепей отдельные валики выполняют иногда в виде сквозной оси, соединяющей обе цепи.
1 – безроликовые; 2 – роликовые
Рисунок 2.5 - Пластинчатые цепи втулочные
1 – с гладкими катками; 2 – с ребордами на катках
Рисунок 2.6 - Пластинчатые цепи катковые
Ролики устанавливают для уменьшения износа валика или втулки и зуба звездочки. Катки служат также ходовыми опорами, т. к. цепь на них движется по направляющим путям. По форме звеньев различают цепи с прямыми и изогнутыми пластинами. Наибольшее распространение в конвейерах получили роликовые и катковые пластинчатые цепи. Катки цепи устанавливают на подшипниках скольжения или на подшипниках качения. Цепи с катками на подшипниках качения применяют на конвейерах тяжелого типа с большими нагрузками (тележечные конвейеры) для уменьшения сопротивления движению цепи. Основные параметры и размеры цепей регламентированы ГОСТ 588–81, основными параметрами тяговой цепи являются: шаг звена, разрушающая нагрузка, масса 1 м цепи; определяющим признаком является конструкция цепи. Нормальный ряд шагов цепи: 40, 50, 63, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800 и 1000 мм. Пластинчатые цепи имеют широкое применение в пластинчатых, ковшовых, тележечных, цепенесущих конвейерах и элеваторах. Преимуществами тяговых пластинчатых цепей являются: простота изготовления; экономичность производства; удобство крепления рабочих элементов; высокая точность изготовления; высокая прочность и износостойкость. К недостаткам пластинчатых цепей относятся: отсутствие пространственной гибкости; сложность обеспечения неподвижных соединений деталей шарниров с пластинами. Коэффициентом запаса прочности тягового элемента является отношение разрушающей нагрузки к допускаемой. Принятый запас прочности должен обеспечивать надежную, безопасную и долговечную работу конвейера в определенных условиях эксплуатации. Разборные цепи (рис. 2.7, 2.8) по конструкции и способу изготовления: кованые (горячештампованные); холодноштампованные [1].
а – с фиксированными валиками; б – с искривленными пластинами; 1 и 2 – пластины; 3 – валик
Рисунок 2.7 - Разборные холодноштампованные цепи
Эти цепи являются наиболее совершенными и применяются в подвесных, сборочных, тележечных, скребковых конвейерах. Основные параметры разборных цепей регламентированы ГОСТ 589-74.
1 – наружное звено цепи; 2 – внутреннее звено цепи; 3 – валик
Рисунок 2.8 - Холодноштампованная разборная цепь
Вильчатые цепи (рис. 2.9) используются на конвейерах с погруженными скребками и имеют упрощенный безвтулочный шарнир [1]. Запас прочности для изготовления цепей выбирают повышенным (12–15) с учетом уменьшения сечения звена от износа. Параметры вильчатых цепей регламентированы ГОСТ 12996-79, нормальный ряд шагов цепи: 100; 125; 160; 200; 250 мм. Профиль зуба звездочки для тяговых цепей строят графически. Основным расчетным параметром является диаметр делительной окружности. Приводные звездочки отливают из стали 35Л или изготавливают в виде зубчатого венца из листовой стали 40 или 50; зубья звездочек подвергают поверхностной обработке.
1 – звено; 2 – палец; 3 – шплинт; 4 – шайба; 5 – штифт-шпонка
Рисунок 2.9 - Вильчатая цепь
Конвейерные ленты [2]
Широкое применение в качестве тяговых элементов получили конвейерные ленты (ленточные конвейеры, ковшовые элеваторы). Требования, предъявляемые к конвейерным лентам [1]: высокая прочность и износостойкость; малая масса; небольшое относительное удлинение; высокая эластичность в продольном и поперечном направлениях; малая гигроскопичность; сопротивляемость знакопеременным нагрузкам; стойкость против физико-химического воздействия грузов и окружающей среды. Нормальный ряд ширины ленты в соответствии с ГОСТ 22644–77: 300; 400; 500; 650; 800; 1000; 1200; 1400; 1600; 2000; 2500; 3000 мм. Исполнения конвейерных лент: · прорезиненные: – резинотканевые (рис. 2.10); – резинотросовые (рис. 2.11); · металлические (холоднокатаные и сетчатые); · полимерные (в пищевой промышленности, в машиностроении).
1 – верхняя (рабочая) обкладка; 2 – нижняя (нерабочая) обкладка; 3 – тканевые прокладки; 4 – резиновый заполнитель
Рисунок 2.10 - Резинотканевая конвейерная лента
1 – верхняя (рабочая) обкладка; 2 – стальные тросы; 3 – нижняя (нерабочая) обкладка
Рисунок 2.11 - Резинотросовая конвейерная лента
Лента состоит из тягового каркаса и резиновых (верхней и нижней) обкладок, защищающих каркас от механических повреждений и воздействия окружающей среды. Тяговый каркас воспринимает продольные растягивающие усилия и обеспечивает необходимую поперечную жесткость. Тяговым каркасом резинотканевой ленты (рис. 2.10) являются несколько пропитанных резиной тканевых прокладок. Резинотросовые ленты (рис. 2.11) имеют тяговый каркас, состоящий из стальных тросов (уложенных в один ряд параллельно друг другу вдоль ленты), с обеих сторон покрытый резиной. Сверху и снизу лента имеет рабочую и нерабочую обкладки из резины. Тканевые прокладки изготовлены из комбинированного (полиэфирного хлопчатобумажного) или синтетического волокна, состоящего из полиамидных или полиэфирных нитей (ГОСТ 20–85) и обладающего высокой прочностью (хлопчатобумажные, бельтинговые и шнуровые прокладки). Ткани для тягового каркаса: синтетические или полиамидные: ТК-80 (80 Н/мм), ТК-100 (100 Н/мм), ТК-200 (200 Н/мм), ТК-300 (300 Н/мм); комбинированные (полиэфир/хлопок) БКНЛ 65 (55 Н/мм). Специальная обработка ткани обеспечивает высокую прочность каркаса лент при расслоении. Количество прокладок может быть от 3 до 10 в зависимости от условий эксплуатации, свойств транспортируемого груза, ширины, прочности и жесткости ленты. Между тканевыми прокладками находятся резиновые прослойки заполнителя, различные добавки которого придают ленте особые свойства. Резиновый заполнитель предохраняет ленту от воздействия влаги, механических повреждений и истирания перемещаемым грузом. В качестве заполнителя используют резиновые смеси с синтетическим каучуком или пластмассы. Работоспособность ленты определяется разрывным усилием 1 мм ширины ленты. Все типы лент выпускаются с плоскими поверхностями, наружными резиновыми обкладками, нарезными или резиновыми бортами [1].
Типы выпускаемых резинотканевых лент: с резиновыми обкладками рабочей и нерабочей поверхностей и резиновыми бортами: для очень тяжелых условий эксплуатации; для тяжелых условий эксплуатации; с резиновыми обкладками рабочей и нерабочей поверхностей; с резиновой обкладкой рабочей поверхности и нарезными бортами; с резиновой обкладкой рабочей поверхности и резиновыми бортами. По рецептуре заполнителя и назначению конвейерные ленты выполняются следующих исполнений: Общего назначения (t°С окружающей среды от –45°С до +60°С); М – Морозостойкие (t°С окружающей среды от –60°С до +60°С); Т – Теплостойкие (t°С груза до +100°С); ПТ – Повышенной теплостойкости (t°С груза до +200°С); П – Пищевые (для транспортирования продуктов без упаковки); Ш – Негорючие (пожаро- и взрывоопасное исполнение), МС – Маслостойкие; Магнитомягкие (свойство притягиваться к магниту); Магнитотвердые (свойство намагничивания). Примеры условного обозначения лент: М-1200-5-ТК-200-2-5-2-М-РБ-ГОСТ20-85 2М – тип ленты (морозостойкая); 1200 – ширина ленты (мм); 5 – количество тканевых прокладок; ТК-200-2 – марка ткани прокладки тягового каркаса; 5 – толщина рабочей обкладки (мм); 2 – толщина нерабочей обкладки (мм); М – класс морозостойкой резины; РБ – резиновый борт Т1-1000-5-ТК-200-2-6-2-Т-1 2Т1 – тип ленты (теплостойкая); 1000 – ширина ленты (мм); 5 – количество тканевых прокладок; ТК-200-2 – марка ткани прокладки тягового каркаса; 6 – толщина рабочей обкладки (мм); 2 – толщина нерабочей обкладки (мм); Т-1 – тип резины обкладок ШТС(ТГ)ПВР-1000-1ПВ-1200-3-2 ШТС(ТГ)ПВР – ленты трудносгораемые на основе цельнотканого каркаса, обработанного поливинилхлоридной композицией; 1000 – прочность (Н/мм); 1ПВ – тип ленты; 1200 – ширина ленты (мм); 3 – толщина рабочей обкладки (мм); 2 – толщина нерабочей обкладки (мм) Конвейерные ленты поставляются в бухтах по 48 и 96 м. Преимущества резинотканевой ленты: универсальность выполнения стыкового соединения; повышенная стойкость к продольным порывам; эластичность и высокая амортизационная способность при динамических нагрузках. Недостатки резинотканевой ленты: большое относительное удлинение (до 4%); увеличенные диаметры барабанов при большом числе прокладок. Преимущества резинотросовой ленты: высокая прочность; малое относительное удлинение при рабочих нагрузках (до 0,25%); повышенный срок службы. Недостатки резинотросовой ленты: большая масса; сложность выполнения стыкового соединения; склонность к продольным порывам и перегибам в вертикальной плоскости. В настоящее время находят широкое применение бесшовные резинотканевые ленты с гладкой и рифленой рабочей поверхностью, которые имеют абсолютно одинаковую толщину и прочность во всех частях ленты, исключительно прямолинейный пробег; улучшенную гибкость, которая позволяет использовать шкивы с меньшим диаметром. Бесшовные ленты выпускаются кольцами, длинной до 24 м, шириной до 2200 мм, прочность лент до 1250 Н/мм. Ленты серии WINPIPE применяются на конвейерных весах, магнитных сепараторах, ленточных питателях, дозаторах и другом оборудовании. Ленты-сито (перфорированные ленты) используются для обезвоживания сыпучих материалов, для пескоструйных и дробеструйных установок; усилены поперечными ребрами жесткости; изготавливаются из резины и полихлорвинила в открытом и в закольцованном исполнении. Необходимое количество прокладок ленты [1]: i ≥ K S max / (Sp 1 B), (2.6) где K – коэффициент запаса прочности ленты; S max – максимальное расчетное натяжение ленты, полученное тяговым расчетом, Н; Sp 1 – прочность ткани прокладки, Н/мм ширины ленты; В – ширина ленты, мм. Коэффициент запаса прочности ленты:
K = K 0/ (K пр K ст K р K т), (2.7)
где K 0– номинальный запас прочности (при расчете по нагрузкам при установившемся движении K 0 = 7, при поверочных расчетах K 0 = 5); K пр – коэффициент неравномерности работы прокладок; K ст – коэффициент прочности стыкового соединения концов ленты; K р – коэффициент режима работы конвейера; K т – коэффициент конфигурации трассы конвейера Толщины наружных обкладок на верхней и нижней сторонах ленты (табл. 2.2) выбирают в зависимости от свойств и размеров кусков груза, режима работы конвейера и частоты прохождения ленты через пункт загрузки. Резину для обкладок выбирают в зависимости от характеристики транспортируемого груза.
Таблица 2.2 - Зависимость толщины наружных обкладок от свойств груза
Необходимая прочность тягового каркаса резинотросовой ленты
S рт ≥ S max K΄ / В, (2.8)
где K΄ – расчетный коэффициент запаса прочности,
K΄ = K 0 / (K ст K р K т ). (2.9)
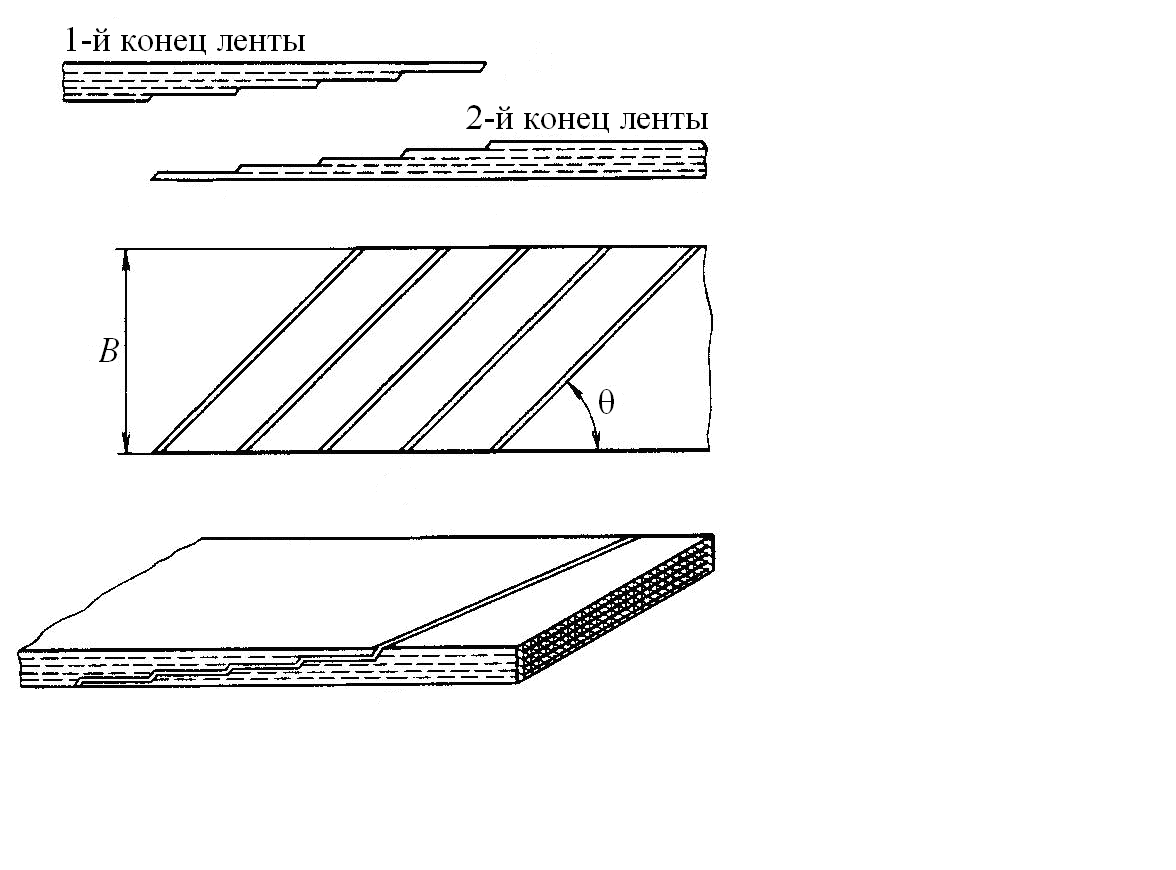
Типоразмер ленты выбирают по характеристике транспортируемого груза и окружающей среды, прочности по расчетному натяжению и производительности. Стыковку концов резинотканевой ленты выполняют следующими способами: вулканизация (горячая или холодная склейка под прессом) (рис. 2.12); шарнирами; заклепками внахлестку; сыромятными ремнями; специальными замками.
а – подготовленная лента, б – соединенная лента
Рисунок 2.12 - Схемаразделки концов резинотканевой ленты для вулканизации
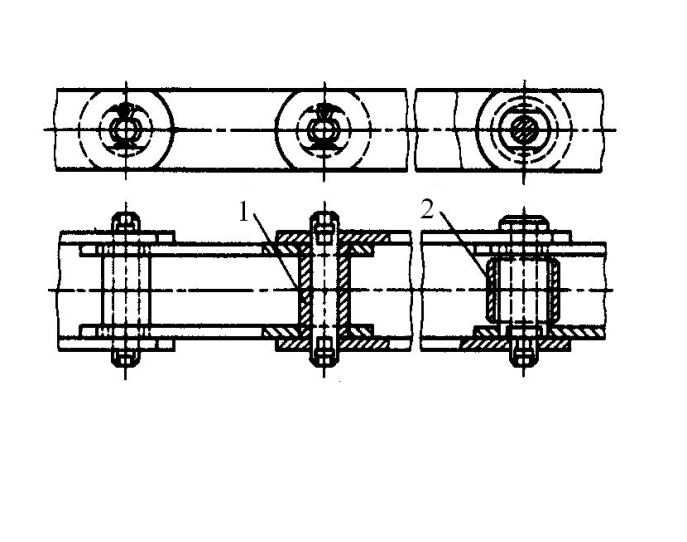
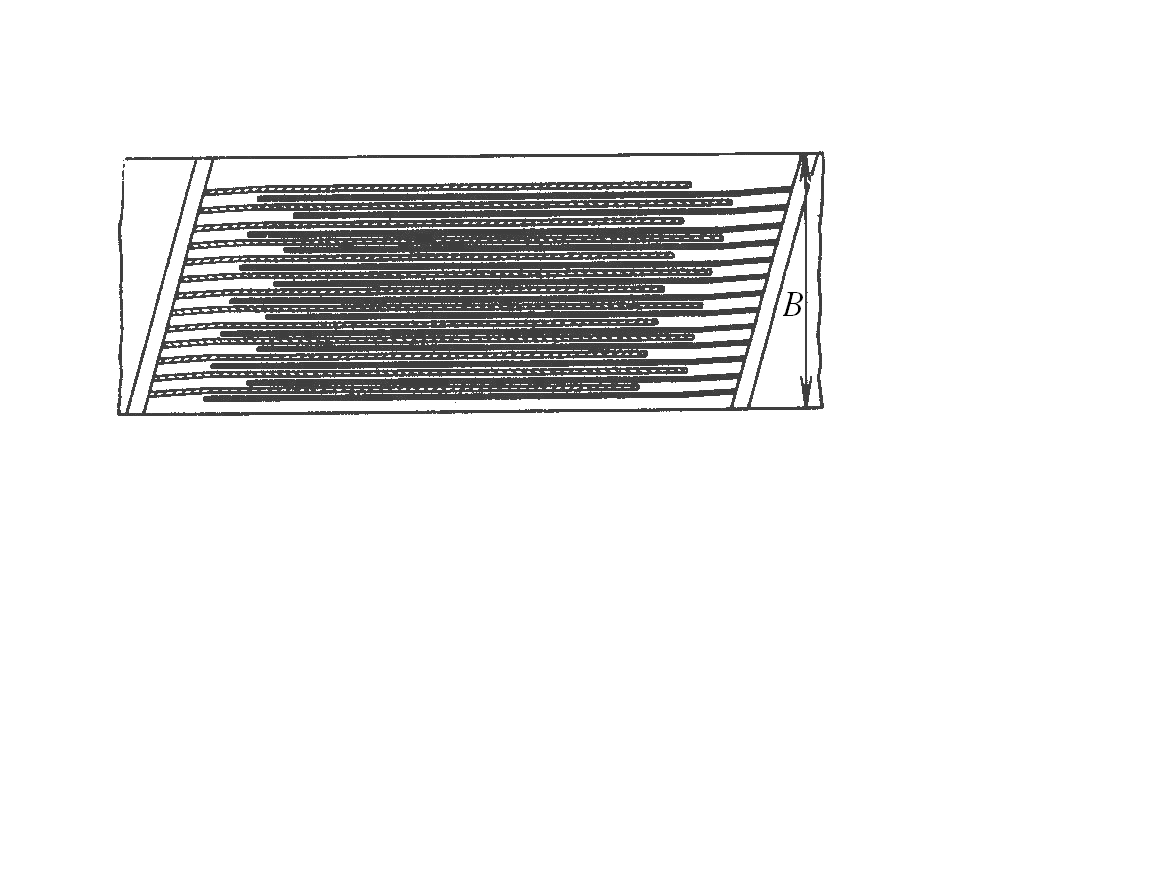
Концы резинотросовой ленты соединяют только вулканизацией, при этом тросы одного конца ленты укладывают в свободные промежутки между тросами другого конца ленты (рис. 2.13).
Рисунок 2.13 - Схема соединения концов резинотросовой ленты
Металлические конвейерные ленты выполняются сплошными стальными и проволочными (сетчатыми) [1]. Стальные лентыизготавливают из углеродистой стали 65Г и 85Г и из коррозионно-стойкой стали и разделяют на: цельнокатанные шириной 400–1200 мм; продольно-стыкованные, соединенные из нескольких отдельных узких лент сваркой. Толщина стальных лент составляет 0,8–1,0 мм, прочность на разрыв 900 МПа. Стальную ленту из углеродистой стали применяют для транспортирования горячих грузов t = 120 ºС при неравномерном и до 500 ºС при равномерном нагреве в печи. Конвейеры со стальной лентой применяют на предприятиях пищевой промышленности; при производстве бетонных плит, листов пластмассы, в моечных, сушильных и холодильных установках; гладкая поверхность стальной ленты позволяет транспортировать на ней липкие и горячие грузы; концы стальной ленты соединяют внахлестку заклепками или сваркой. Стальная лента на 30% легче и почти в 5 раз дешевле прорезиненной (при равной ширине и прочности). Сетчатые (проволочные) ленты применяются для транспортирования штучных и кусковых грузов через закалочные, нагревательные, обжиговые и сушильные печи; для выпечки хлебных и кондитерских изделий; в моечных, обезвоживающих, охладительных, сортировочных установках; в камерах шоковой заморозки продуктов; при производстве стеклянных и керамических изделий. Сетчатые ленты выполняются плоскими без бортов и с бортами высотой 90–100 мм, собираются из отдельных проволочных элементов (звеньев), обладают высокой прочностью, малым удлинением, равной прочностью, как в стыках, так и в любом другом сечении и могут огибать барабаны малого диаметра. Металлические конвейерные сетки находят широкое применение в современной промышленности, широкий диапазон температур от –60°С до +1200°С и различные варианты конструкции позволяют использовать конвейерные сетки в тех условиях, когда другие материалы не работают. Полимерные конвейерные ленты [1] имеют рельефную рабочую поверхность и предназначены для использования на наклонных транспортерах, так как имеют низкий коэффициент скольжения, основная область применения – конвейеры для упаковки, транспортирования грузов с неровной (необработанной) поверхностью и органических продуктов россыпью. Подбор материала ленты осуществляется в зависимости от области применения: полипропилен, полиэтилен, ацетат, нейлон. Различные добавки в состав полимеров позволяют подобрать ленту, которая будет соответствовать требуемым условиям эксплуатации: устойчивость к высоким (+150 °С) или низким (–70 °С) температурам, влажности, абразивности или возможности порезов; устойчивость к минеральным маслам и жирам, химическая устойчивость, антистатичность. Полимерные конвейерные ленты применяются в различных областях промышленности: пищевой, текстильной, деревообрабатывающей, аэрокосмической, нефтехимической, в машиностроении и др. Преимуществами полимерных лент являются высокое качество, обеспечивающееся использованием высокотехнологичных материалов, которым могут быть заданы нужные свойства; экологически чистое сырье; широкий температурный диапазон (от –73 до +150 °С); удобство и легкость очистки. Модульные полимерные ленты являются достаточно перспективными и применяются для транспортирования конвейерами продуктов пищевой, легкой, деревообрабатывающей, текстильной промышленности, полиграфического производства, упаковки и в кондитерской промышленности [1]. Модульные ленты (рис. 2.14) выполняются из термопластичных пластмассовых модулей, которые соединены между собой прочными пластмассовыми стержнями, цельная конструкция из пластмассы обеспечивает долгий срок службы, кирпичное соединение создает возможность для сборки различной ширины и обеспечивает высокую боковую и диагональную прочность и жесткость.
Рисунок 2.14 - Модульные полимерные ленты
При использовании модульных лент имеется возможность изменения длины ленты добавлением или удалением модулей при ее постепенном вытягивании, наращивании или сокращении длины самого конвейера. Преимуществами модульных полимерных лент являются большое количество и разнообразие их типов; широкий диапазон рабочих температур (от –70°С до +190°С); удобство монтажа и демонтажа; ремонтнопригодность; большой диапазон варьирования площади контакта продукта с лентой (от 10% до 90%); возможность обработки моющими горячими и активными растворами; допуск к контакту с пищевыми продуктами (нетоксичны); устойчивость к химическим веществам. Ходовые опорные устройства [2]
Опорными устройствами для лент (иногда для пластинчатого настила) являются стационарные ролики, обеспечивающие большой срок службы грузонесущего органа и малое сопротивление его движению. Для опоры ленты используют роликоопоры или настил – сплошной (из дерева, стали, пластмассы) или комбинированный (чередование настила и роликоопор), наибольшее распространение имеют роликоопоры различных типов и конструкций. Ролики изготавливают из металлической трубы, закрепленной с помощью подшипников на оси; в настоящее время широкое использование получили ролики, выполненные из керамики или высокопрочных полимерных материалов. При транспортировании штучных грузов и пассажиров ленточные конвейеры снабжают опорами скольжения в виде неподвижного настила для обеспечения плавного движения ленты и предотвращения ее провеса под действием массы груза в промежутках между опорами. Ходовые катки служат опорными элементами пластинчатого настила скребков, ковшей, ступеней эскалаторов, несущих цепей, тележек подвесных, тележечных и грузоведущих напольных конвейеров. К опорным устройствам относятся также направляющие и подвесные пути, станины конвейеров. В некоторых конструкциях скребковых конвейеров цепи снабжают ползунами, перемещающимися по неподвижным направляющим путям. Опорным элементом цепей конвейеров сплошного волочения является непосредственно днище желоба. Опорные устройства должны обеспечивать малый коэффициент сопротивления движению; экономичность конструкции; высокую прочность и износостойкость; надежность; удобство обслуживания и ремонта [1].
Натяжные устройства[2]
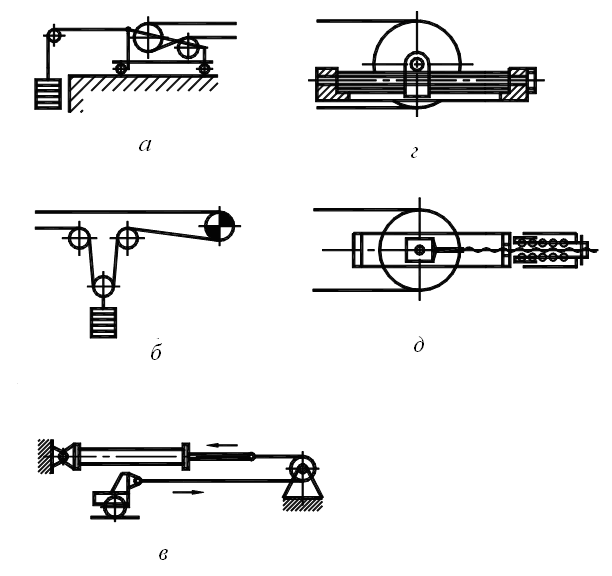
Натяжные устройства (рис. 2.15, 2.16) служат для обеспечения первоначального натяжения тягового элемента; ограничения провеса тягового элемента между опорными устройствами; компенсации вытяжки тягового элемента в процессе эксплуатации. Натяжные устройства по способу действия и конструкции классифицируют на механические; пневматические; гидравлические; грузовые; грузолебедочные; лебедочные. Преимущества механических натяжных устройств: простота конструкции; малые габаритные размеры; компактность. Недостатки механических натяжных устройств: переменное значение натяжения и возможность чрезмерного натяжения тягового элемента; жесткость крепления и отсутствие подвижности при случайных перегрузках; необходимость периодического наблюдения и подтягивания. Пневматические и гидравлическиенатяжные устройства имеют малые габаритные размеры, но требуют установки специального оборудования для подачи под постоянным давлением воздуха или масла. Преимущества грузового натяжного устройства: приводится под действием свободно висящего груза; автоматически обеспечивает постоянное усилие натяжения; компенсирует изменения длины тягового элемента; уменьшает пиковые нагрузки при перегрузках.
а – хвостовое грузовое; б – промежуточное грузовое; в – гидравлическое; г – винтовое; д – пружинно-винтовое
Рисунок 2.15 - Натяжные устройства
Недостатки грузового натяжного устройства: большие габаритные размеры; большая масса груза для мощных и длинных ленточных конвейеров.
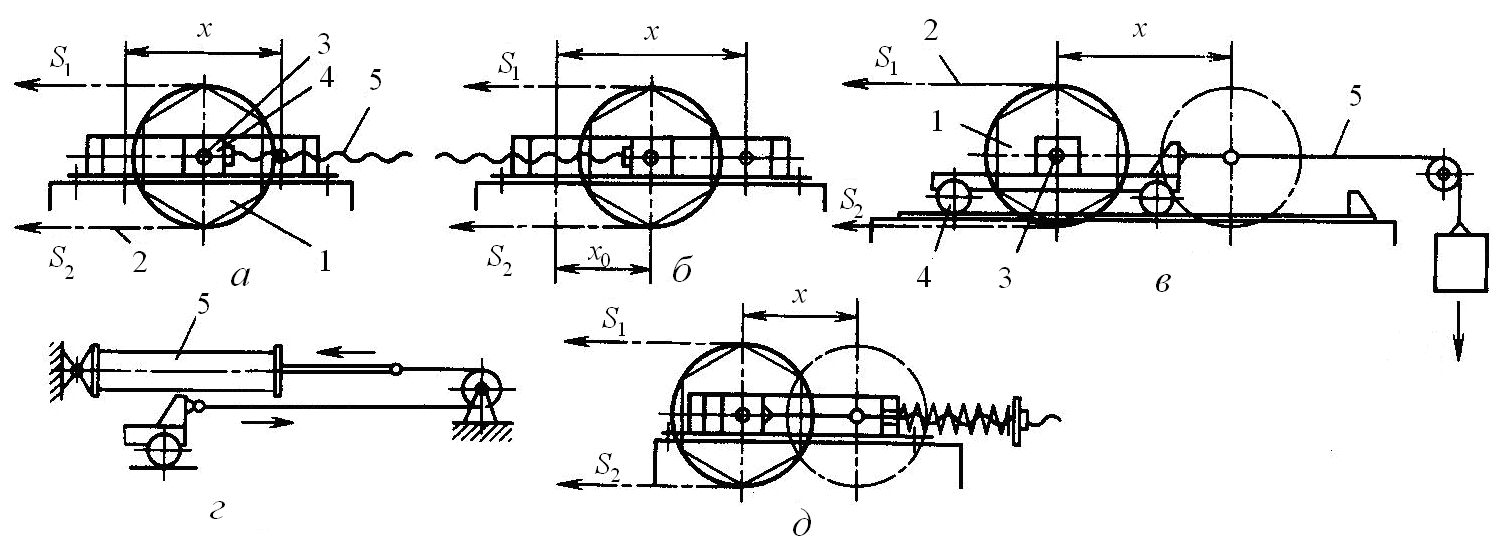
а, б – винтовые; в – тележечное грузовое; г – пневматическое (гидравлическое); д – пружинно-винтовое; 1 – поворотное устройство; 2 – тяговый элемент; 3 – ось поворотного устройства; 4 – ползуны; 5 – натяжной механизм
Рисунок 2.16 - Схемы натяжных устройств
Для снижения массы груза применяют рычаги, полиспасты, приводные лебедки. Ход натяжного устройства выбирается в зависимости от длины и конфигурации трассы и типа тягового элемента, ход натяжного устройства должен обеспечивать компенсацию удлинения тягового элемента и выполнение монтажных работ [1].
Х = х р + х 0, (2.10)
где х р – рабочий ход; х 0 – монтажный ход. Рабочий ход НУ для ленточных конвейеров:
х р ≥ K н Ks ε y L, (2.11)
где где K н – коэффициент, зависящий от угла наклона конвейера β; Ks – коэффициент использования ленты по натяжению (при классах использования Ц1; Ц2; Ц3 значение Ks соответственно равно 0,63; 0,8; 1,0); ε y – относительное упругое удлинение ленты (для резинотканевых лент ε y = 0,015, для резинотросовых лент ε y = 0,0025); L – длина конвейера между центрами концевых барабанов, м. Натяжное устройство обычно устанавливается на одном из поворотных устройств (барабане, блоке, звездочке), расположенном на участке малого натяжения тягового элемента. Натяжное усилие:
Р н = S 1 + S 2 + Т, (2.12)
где S 1 – натяжение набегающей ветви конвейера, Н; S 2 – натяжение сбегающей ветви конвейера, Н; Т – усилие перемещения ползунов или натяжной тележки, Н. Наибольшее натяжение должно быть в период пуска конвейера, при установившемся режиме оно должно автоматически уменьшаться (лебедочные и грузолебедочные натяжные устройства с автоматическим управлением, с датчиком контроля натяжения). На грузовых натяжных устройствах в крайних положениях натяжной тележки устанавливают конечные выключатели.
Приводы конвейеров [2]
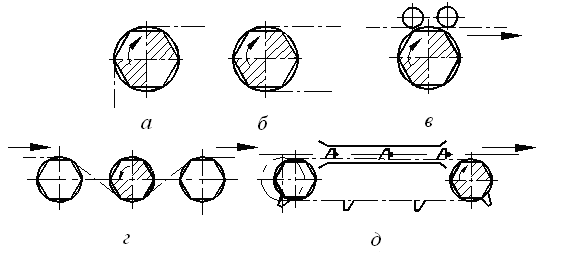
Приводной механизм служит для приведения в движение тягового и грузонесущего элементов конвейера. По способу передачи тягового усилия различают приводы: с передачей усилия зацеплением; фрикционные: однобарабанные (одноблочные), двух-, трехбарабанные и специальные промежуточные. Приводы с передачей тягового усилия зацеплением (рис. 2.17): угловые со звездочкой или кулачковым блоком устанавливаются на повороте трассы на 90 или 180°; прямолинейные (гусеничные) с приводной цепью и кулаками (устанавливаются на прямолинейном участке).
а, б, в – угловые со звездочкой (поворот на 90° и 180°); г – на отклонении цепи; д – прямолинейный гусеничный
Рисунок 2.17 - Схемы приводов с передачей тягового усилия зацеплением
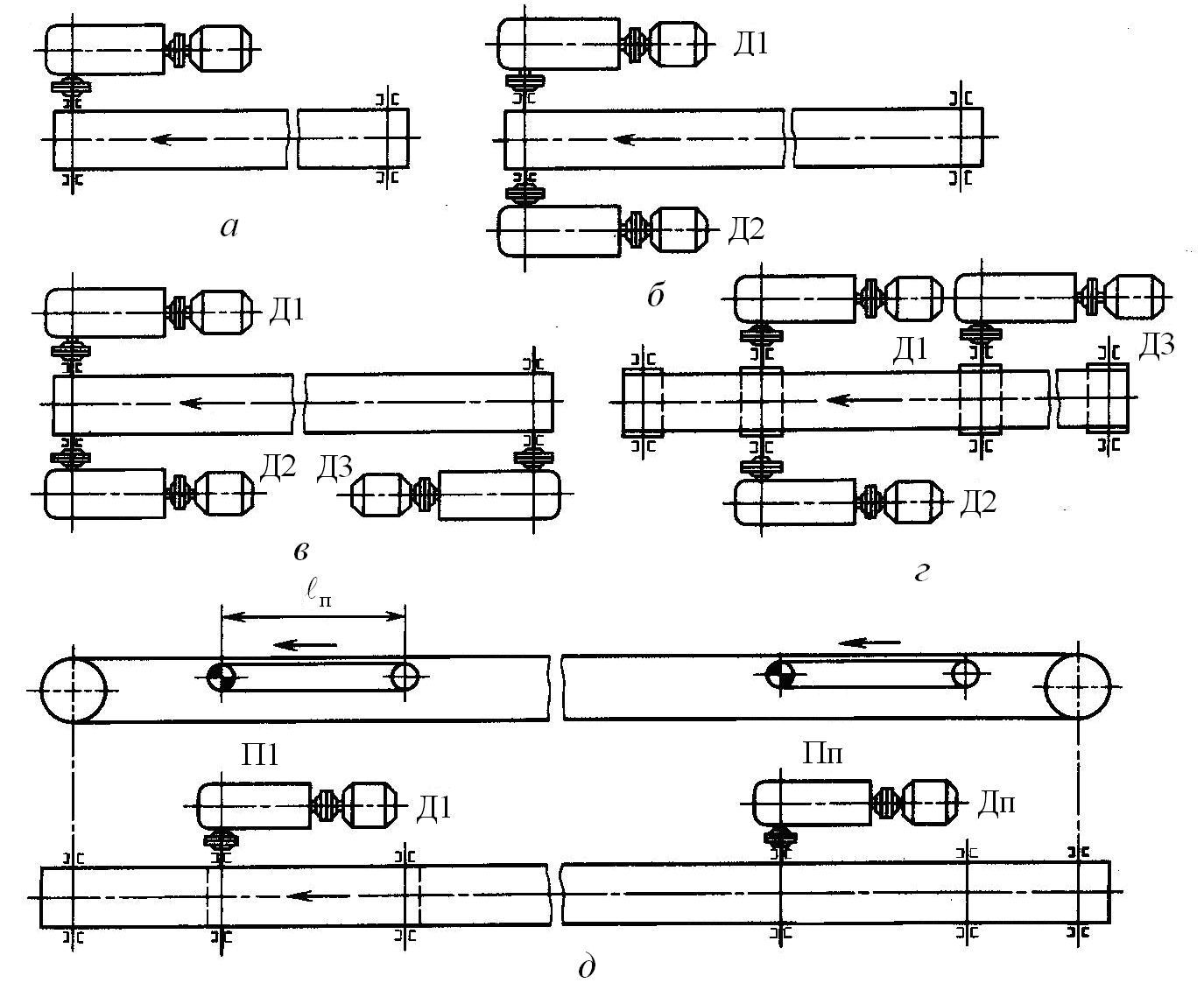
Преимущества гусеничного привода: меньший диаметр приводной звездочки (по сравнению с угловым); меньший крутящий момент и размеры механизмов; возможность установки на любом горизонтальном участке трассы конвейера. Недостатки гусеничного привода: сложность устройства; высокая стоимость. В конвейерах используются гусеничные приводы с плоскими электромагнитами и фрикционные прямолинейные приводы. По числу приводов конвейеры бывают одноприводные и многоприводные (рис. 2.18). У многоприводных конвейеров размещают до 12 промежуточных приводных механизмов с отдельными электродвигателями. Использование промежуточных приводов позволяет уменьшить натяжение тягового элемента. От расположения привода зависит натяжение тягового элемента на разных участках контура трассы, поэтому привод необходимо располагать так, чтобы уменьшить наибольшее натяжение тягового элемента. Применение нескольких приводов позволяет снизить максимальное натяжение гибкого тягового элемента, т. е. использовать гибкий тяговый элемент меньшей прочности; многоприводные конвейеры могут иметь большую длину при правильно выбранной системе приводов. При определении рационального места установки привода на трассе конвейера основным фактором является достижение минимального натяжения тягового элемента и снижение натяжения на поворотных и криволинейных участках, поэтому рациональной является установка привода в пунктах поворота контура трассы [1].
а – с одним двигателем; б – с двумя двигателями; в, г – с тремя двигателями; д – многоприводного с промежуточными приводами
Рисунок 2.18 - Схемы расположения приводов
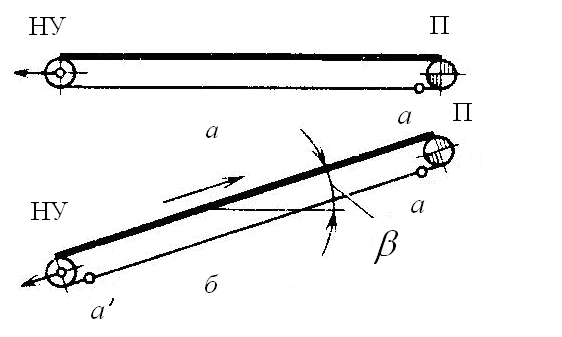
Если конвейер состоит из одного участка (горизонтального или наклонного), то привод располагается в головной части, т.е. в конце грузовой ветви (рис. 2.19).
а, б – на горизонтальном конвейере; в, г – на наклонном конвейере
Рисунок 2.19 - Расположение привода в головной части конвейера (а – точка минимального натяжения)
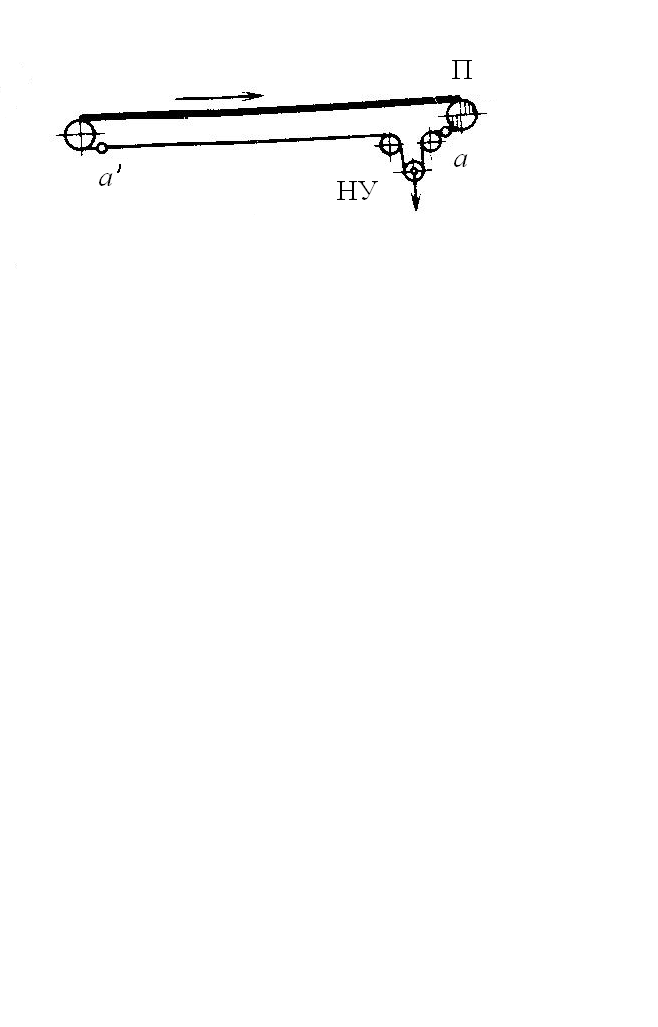
При движении груза вниз при небольшом угле наклона сопротивление движению на грузовой ветви больше, чем на обратной – привод в головной части конвейера, при движении груза вниз при значительном угле наклона сопротивление движению на грузовой ветви меньше, чем на обратной – привод в хвостовой части конвейера (рис. 2.19, г). Для того, чтобы сохранить требуемое натяжение тягового элемента на длинных ленточных конвейерах, натяжное устройство устанавливают ближе к приводу (рис. 2.20). Оптимальное количество приводов на конвейере определяется технико-экономическим расчетом, при проектировании и выборе оптимального числа приводов целесообразным является использование меньшего числа приводов повышенной мощности. Использование прямолинейных промежуточных приводов в цепных конвейерах со сложной конфигурацией трассы позволяет обеспечить наиболее оптимальное их расположение на всем протяжении контура трассы.
Рисунок 2.20 - Схема расположения привода и натяжного устройства на конвейере с увеличенной длиной трассы
Для быстрой остановки конвейера и предотвращения его обратного движения под действием силы тяжести груза в наклонных конвейерах на входном валу редуктора устанавливают тормоз. Для предупреждения обратного движения грузонесущего элемента под действием силы тяжести груза в случае нарушения кинематической связи между тормозным валом и приводным элементом конвейера устанавливают храповые остановы. Для предохранения цепных конвейеров от обрыва цепи и поломок приводного механизма из-за внезапных перегрузок (заклинивание цепи, попадание посторонних предметов) применяют муфты предельного момента, а также ловители – устройства для автоматической остановки цепи при случайном ее обрыве. Мощность на приводном валу:
N В = P в v, (2.13)
где P в – тяговое усилие на валу приводного барабана (звездочки):
P в = Р 0 + W из + W оч + W п, (2.14)
где Р 0 – тяговое усилие без учета потерь на приводном барабане (звездочке); W из – потери от перегиба тягового элемента; W оч – сопротивление очистительных устройств; W п – сопротивление подшипников вала. Установочная мощность приводного двигателя:
N = k з NВ / η. (2.15)
По рассчитанной установочной мощности выбирают электродвигатель по каталогу. По выбранному двигателю подбирается редуктор в соответствии с расчетным передаточным числом. Поддерживающая металлоконструкция зависит от конструкции конвейера, изготавливается из прокатной профильной стали секциями длиной 3-6 м. Привод и натяжное устройство имеют самостоятельные сварные конструкции. Поддерживающая металлоконструкция должна быть прочной, жесткой, легкой, удобной для монтажа и обслуживания.
Бункеры, бункерные затворы [2]   Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|