|
|
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕСтр 1 из 24Следующая ⇒ ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
Курс лекций для студентов всех форм обучения направления 15.03.02 Технологические машины и оборудование
Краснодар 2016 г.
Составитель: к.т.н., доц. каф. ТОиСЖ Орлов Б.Ю.
Подъемно-транспортное оборудование: Курс лекций для студентов всех форм обучения направления 15.03.02 Технологические машины и оборудование. // Сост. Б.Ю. Орлов; Кубан. гос. технол. ун-т. Каф. технологического оборудования и систем жизнеобеспечения. - Краснодар, 2016. – 219 с. Режим доступа: http://www.moodle.кubstu.ru (по паролю).
Изложено содержание лекций в соответствии с тематическим планом рабочей программы дисциплины, представлен список использованных источников.
Содержание
Введение…………………………………………………………………………....4 1. Подъемно-транспортное оборудование. Классификация, транспортируемые грузы……………………………………………………….....5 1.1 Виды и характеристики транспортируемых грузов……………………....5 1.2 Классификация и характеристика подъемно-транспортных машин….....8 1.3 Выбор типа транспортирующей машины……………………………......12 2. Транспортирующие машины с тяговым элементом…………………….......13 2.1 Характеристика машин непрерывного транспорта с тяговым элементом……………………………………………………………...…...13 2.2 Сборочные единицы и детали, тяговые элементы, опорные, направляющие, приводные, натяжные, загрузочные и разгрузочные устройства…………………………………………………………………..…….16 2.3 Основы теории и расчета транспортирующих машин непрерывного действия……………………………………………………………………….…..47 2.3.1 Транспортирующие машины с гибким тяговым элементом в пищевых производствах……………………………………………………..…..47 2.3.2 Цепные конвейеры…………………………………………………..73 2.3.3 Подвесные конвейеры…………………………………………..…100 2.3.4 Элеваторы……………………………………………………….….119 3. Транспортирующие машины без тягового элемента…………………....…137 3.1 Винтовые конвейеры……………………………………………….…….137 3.2 Устройства гравитационного транспорта…………………………...…146 3.3 Установки пневматического и гидравлического транспорта……..…..156 4. Грузоподъемные машины……………………………………………………167 4.1 Классификация ГПМ. Основные характеристики и параметры….….. 167 4.2 Элементы ГПМ: тросы, барабаны, блоки, звездочки, полиспасты….. 168 4.3 Грузозахватные приспособления……………………………………189 4.4.1 Механизмы подъема груза……………………………………...…218 4.4.2 Механизмы передвижения…………………………………......… 229 4.4.3 Механизмы поворота………………………………………………234 5. Погрузочно-разгрузочные машины………………………………………....239 5.1 Погрузчики универсальные, периодического и непрерывного действия…………………………………………………………………………239 5.2 Машины для разгрузки подвижного состава и автомобильного транспорта…………………………………………………………………..…...247 5.3 Оборудование для транспортирования и разгрузки порошкообразных материалов…………………………………………………255 Список использованных источников………………………………………….260
Введение
По принципу действия подъемно-транспортные машины делятся на две группы: периодического и непрерывного действия. К первым относятся грузоподъемные краны всех типов, лифты, средства напольного транспорта (тележки, тягачи, погрузчики), подвесные рельсовые и канатные дороги периодического действия, скреперы и др. подобные машины; ко вторым (их также называют машины непрерывного транспорта или транспортирующие машины) – конвейеры различных типов, устройства пневматического и гидравлического транспорта. Машины периодического действия характеризуются периодической подачей грузов, при этом загрузка и разгрузка производится при остановке машины. Цикл работы машины периодического действия состоит из остановки для захвата груза, подъема, движения с грузом, опускания, остановки для освобождения от груза и обратного движения без груза, т. е. из попеременно возвратных движений с остановками. Машины непрерывного действия характеризуются непрерывным перемещением насыпных или штучных грузов по заданной трассе без остановок для загрузки или разгрузки. Перемещаемый насыпной груз располагается сплошным слоем на несущем элементе машины или отдельными порциями в непрерывно движущихся последовательно расположенных ковшах, коробах и др. емкостях. Штучные грузы перемещаются также непрерывным потоком в заданной последовательности один за другим. При этом рабочее (с грузом) и обратное (без груза) движения грузонесущего элемента происходят одновременно. Благодаря непрерывности перемещения груза, отсутствию остановок для загрузки и разгрузки и совмещению рабочего и обратного движений грузонесущего элемента машины непрерывного действия имеют высокую производительность.
Раздел 1 Раздел 2 Транспортирующие машины с тяговым элементом - Характеристика машин непрерывного транспорта с тяговым элементом; - Сборочные единицы и детали, тяговые элементы, опорные, направляющие, приводные, натяжные, загрузочные и разгрузочные устройства
М-1200-5-ТК-200-2-5-2-М-РБ-ГОСТ20-85 2М – тип ленты (морозостойкая); 1200 – ширина ленты (мм); 5 – количество тканевых прокладок; ТК-200-2 – марка ткани прокладки тягового каркаса; 5 – толщина рабочей обкладки (мм); 2 – толщина нерабочей обкладки (мм); М – класс морозостойкой резины; РБ – резиновый борт Т1-1000-5-ТК-200-2-6-2-Т-1 2Т1 – тип ленты (теплостойкая); 1000 – ширина ленты (мм); 5 – количество тканевых прокладок; ТК-200-2 – марка ткани прокладки тягового каркаса; 6 – толщина рабочей обкладки (мм); 2 – толщина нерабочей обкладки (мм); Т-1 – тип резины обкладок ШТС(ТГ)ПВР-1000-1ПВ-1200-3-2 ШТС(ТГ)ПВР – ленты трудносгораемые на основе цельнотканого каркаса, обработанного поливинилхлоридной композицией; 1000 – прочность (Н/мм); 1ПВ – тип ленты; 1200 – ширина ленты (мм); 3 – толщина рабочей обкладки (мм); 2 – толщина нерабочей обкладки (мм) Конвейерные ленты поставляются в бухтах по 48 и 96 м. Преимущества резинотканевой ленты: универсальность выполнения стыкового соединения; повышенная стойкость к продольным порывам; эластичность и высокая амортизационная способность при динамических нагрузках. Недостатки резинотканевой ленты: большое относительное удлинение (до 4%); увеличенные диаметры барабанов при большом числе прокладок. Преимущества резинотросовой ленты: высокая прочность; малое относительное удлинение при рабочих нагрузках (до 0,25%); повышенный срок службы. Недостатки резинотросовой ленты: большая масса; сложность выполнения стыкового соединения; склонность к продольным порывам и перегибам в вертикальной плоскости. В настоящее время находят широкое применение бесшовные резинотканевые ленты с гладкой и рифленой рабочей поверхностью, которые имеют абсолютно одинаковую толщину и прочность во всех частях ленты, исключительно прямолинейный пробег; улучшенную гибкость, которая позволяет использовать шкивы с меньшим диаметром. Бесшовные ленты выпускаются кольцами, длинной до 24 м, шириной до 2200 мм, прочность лент до 1250 Н/мм. Ленты серии WINPIPE применяются на конвейерных весах, магнитных сепараторах, ленточных питателях, дозаторах и другом оборудовании. Ленты-сито (перфорированные ленты) используются для обезвоживания сыпучих материалов, для пескоструйных и дробеструйных установок; усилены поперечными ребрами жесткости; изготавливаются из резины и полихлорвинила в открытом и в закольцованном исполнении. Необходимое количество прокладок ленты [1]: i ≥ K S max / (Sp 1 B), (2.6) где K – коэффициент запаса прочности ленты; S max – максимальное расчетное натяжение ленты, полученное тяговым расчетом, Н; Sp 1 – прочность ткани прокладки, Н/мм ширины ленты; В – ширина ленты, мм. Коэффициент запаса прочности ленты:
K = K 0/ (K пр K ст K р K т), (2.7)
где K 0– номинальный запас прочности (при расчете по нагрузкам при установившемся движении K 0 = 7, при поверочных расчетах K 0 = 5); K пр – коэффициент неравномерности работы прокладок; K ст – коэффициент прочности стыкового соединения концов ленты; K р – коэффициент режима работы конвейера; K т – коэффициент конфигурации трассы конвейера Толщины наружных обкладок на верхней и нижней сторонах ленты (табл. 2.2) выбирают в зависимости от свойств и размеров кусков груза, режима работы конвейера и частоты прохождения ленты через пункт загрузки. Резину для обкладок выбирают в зависимости от характеристики транспортируемого груза.
Таблица 2.2 - Зависимость толщины наружных обкладок от свойств груза
Необходимая прочность тягового каркаса резинотросовой ленты
S рт ≥ S max K΄ / В, (2.8)
где K΄ – расчетный коэффициент запаса прочности,
K΄ = K 0 / (K ст K р K т ). (2.9)
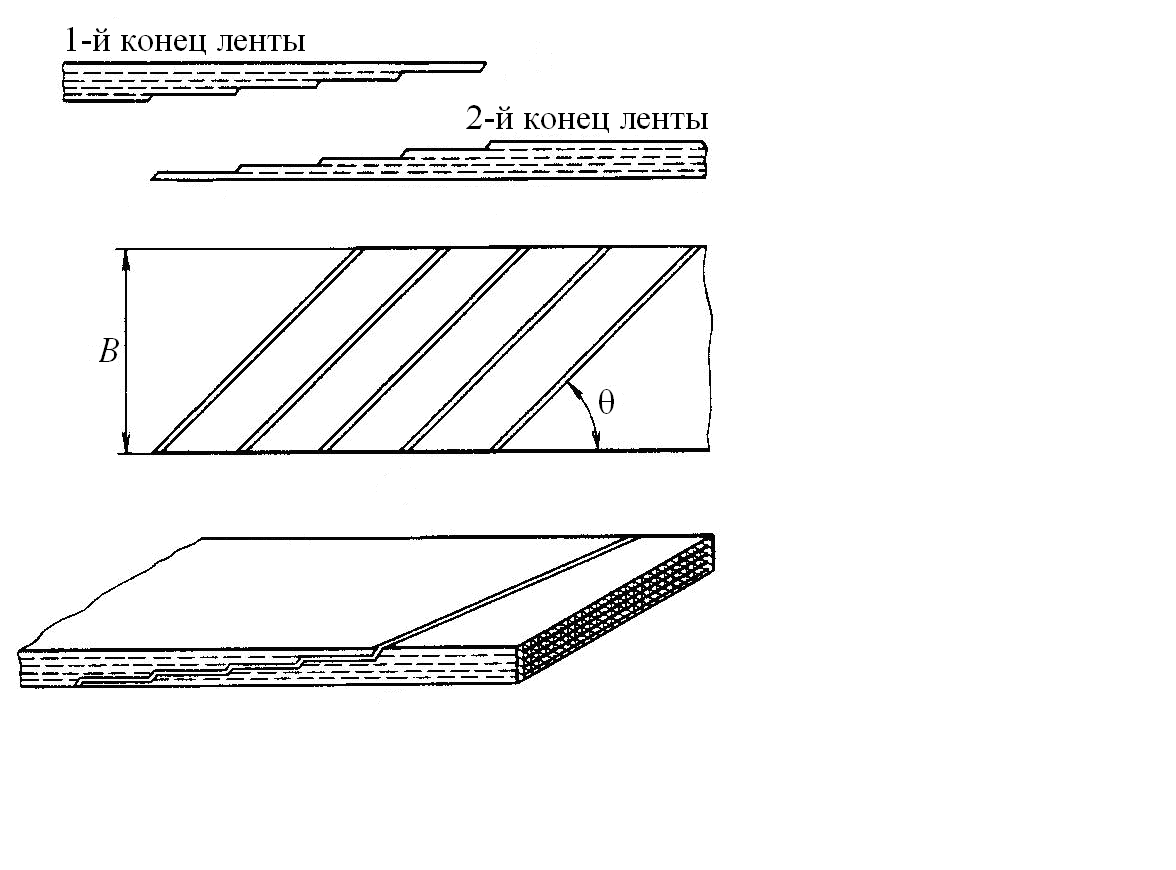
Типоразмер ленты выбирают по характеристике транспортируемого груза и окружающей среды, прочности по расчетному натяжению и производительности. Стыковку концов резинотканевой ленты выполняют следующими способами: вулканизация (горячая или холодная склейка под прессом) (рис. 2.12); шарнирами; заклепками внахлестку; сыромятными ремнями; специальными замками.
а – подготовленная лента, б – соединенная лента
Рисунок 2.12 - Схемаразделки концов резинотканевой ленты для вулканизации
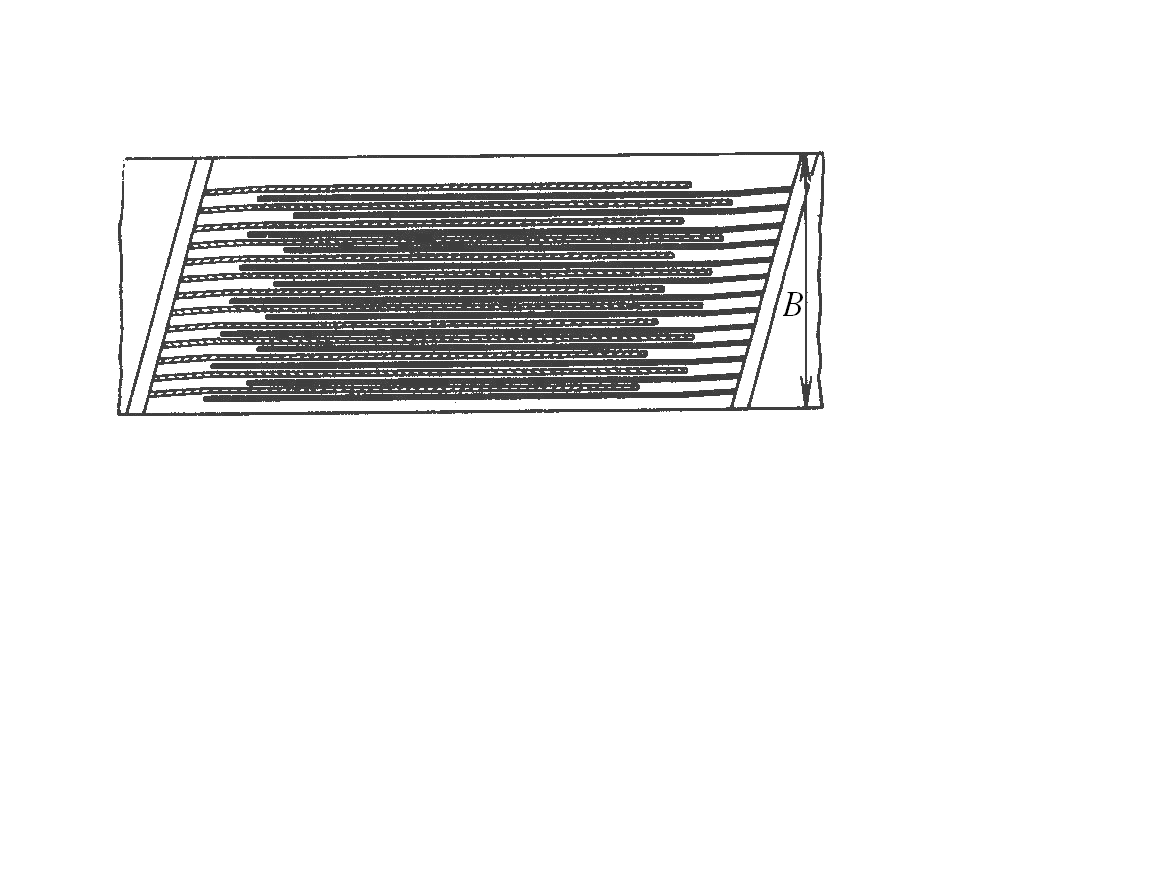
Концы резинотросовой ленты соединяют только вулканизацией, при этом тросы одного конца ленты укладывают в свободные промежутки между тросами другого конца ленты (рис. 2.13).
Рисунок 2.13 - Схема соединения концов резинотросовой ленты
Металлические конвейерные ленты выполняются сплошными стальными и проволочными (сетчатыми) [1]. Стальные лентыизготавливают из углеродистой стали 65Г и 85Г и из коррозионно-стойкой стали и разделяют на: цельнокатанные шириной 400–1200 мм; продольно-стыкованные, соединенные из нескольких отдельных узких лент сваркой. Толщина стальных лент составляет 0,8–1,0 мм, прочность на разрыв 900 МПа. Стальную ленту из углеродистой стали применяют для транспортирования горячих грузов t = 120 ºС при неравномерном и до 500 ºС при равномерном нагреве в печи. Конвейеры со стальной лентой применяют на предприятиях пищевой промышленности; при производстве бетонных плит, листов пластмассы, в моечных, сушильных и холодильных установках; гладкая поверхность стальной ленты позволяет транспортировать на ней липкие и горячие грузы; концы стальной ленты соединяют внахлестку заклепками или сваркой. Стальная лента на 30% легче и почти в 5 раз дешевле прорезиненной (при равной ширине и прочности). Сетчатые (проволочные) ленты применяются для транспортирования штучных и кусковых грузов через закалочные, нагревательные, обжиговые и сушильные печи; для выпечки хлебных и кондитерских изделий; в моечных, обезвоживающих, охладительных, сортировочных установках; в камерах шоковой заморозки продуктов; при производстве стеклянных и керамических изделий. Сетчатые ленты выполняются плоскими без бортов и с бортами высотой 90–100 мм, собираются из отдельных проволочных элементов (звеньев), обладают высокой прочностью, малым удлинением, равной прочностью, как в стыках, так и в любом другом сечении и могут огибать барабаны малого диаметра. Металлические конвейерные сетки находят широкое применение в современной промышленности, широкий диапазон температур от –60°С до +1200°С и различные варианты конструкции позволяют использовать конвейерные сетки в тех условиях, когда другие материалы не работают. Полимерные конвейерные ленты [1] имеют рельефную рабочую поверхность и предназначены для использования на наклонных транспортерах, так как имеют низкий коэффициент скольжения, основная область применения – конвейеры для упаковки, транспортирования грузов с неровной (необработанной) поверхностью и органических продуктов россыпью. Подбор материала ленты осуществляется в зависимости от области применения: полипропилен, полиэтилен, ацетат, нейлон. Различные добавки в состав полимеров позволяют подобрать ленту, которая будет соответствовать требуемым условиям эксплуатации: устойчивость к высоким (+150 °С) или низким (–70 °С) температурам, влажности, абразивности или возможности порезов; устойчивость к минеральным маслам и жирам, химическая устойчивость, антистатичность. Полимерные конвейерные ленты применяются в различных областях промышленности: пищевой, текстильной, деревообрабатывающей, аэрокосмической, нефтехимической, в машиностроении и др. Преимуществами полимерных лент являются высокое качество, обеспечивающееся использованием высокотехнологичных материалов, которым могут быть заданы нужные свойства; экологически чистое сырье; широкий температурный диапазон (от –73 до +150 °С); удобство и легкость очистки. Модульные полимерные ленты являются достаточно перспективными и применяются для транспортирования конвейерами продуктов пищевой, легкой, деревообрабатывающей, текстильной промышленности, полиграфического производства, упаковки и в кондитерской промышленности [1]. Модульные ленты (рис. 2.14) выполняются из термопластичных пластмассовых модулей, которые соединены между собой прочными пластмассовыми стержнями, цельная конструкция из пластмассы обеспечивает долгий срок службы, кирпичное соединение создает возможность для сборки различной ширины и обеспечивает высокую боковую и диагональную прочность и жесткость.
Рисунок 2.14 - Модульные полимерные ленты
При использовании модульных лент имеется возможность изменения длины ленты добавлением или удалением модулей при ее постепенном вытягивании, наращивании или сокращении длины самого конвейера. Преимуществами модульных полимерных лент являются большое количество и разнообразие их типов; широкий диапазон рабочих температур (от –70°С до +190°С); удобство монтажа и демонтажа; ремонтнопригодность; большой диапазон варьирования площади контакта продукта с лентой (от 10% до 90%); возможность обработки моющими горячими и активными растворами; допуск к контакту с пищевыми продуктами (нетоксичны); устойчивость к химическим веществам. Ходовые опорные устройства [2]
Опорными устройствами для лент (иногда для пластинчатого настила) являются стационарные ролики, обеспечивающие большой срок службы грузонесущего органа и малое сопротивление его движению. Для опоры ленты используют роликоопоры или настил – сплошной (из дерева, стали, пластмассы) или комбинированный (чередование настила и роликоопор), наибольшее распространение имеют роликоопоры различных типов и конструкций. Ролики изготавливают из металлической трубы, закрепленной с помощью подшипников на оси; в настоящее время широкое использование получили ролики, выполненные из керамики или высокопрочных полимерных материалов. При транспортировании штучных грузов и пассажиров ленточные конвейеры снабжают опорами скольжения в виде неподвижного настила для обеспечения плавного движения ленты и предотвращения ее провеса под действием массы груза в промежутках между опорами. Ходовые катки служат опорными элементами пластинчатого настила скребков, ковшей, ступеней эскалаторов, несущих цепей, тележек подвесных, тележечных и грузоведущих напольных конвейеров. К опорным устройствам относятся также направляющие и подвесные пути, станины конвейеров. В некоторых конструкциях скребковых конвейеров цепи снабжают ползунами, перемещающимися по неподвижным направляющим путям. Опорным элементом цепей конвейеров сплошного волочения является непосредственно днище желоба. Опорные устройства должны обеспечивать малый коэффициент сопротивления движению; экономичность конструкции; высокую прочность и износостойкость; надежность; удобство обслуживания и ремонта [1].
Натяжные устройства[2]
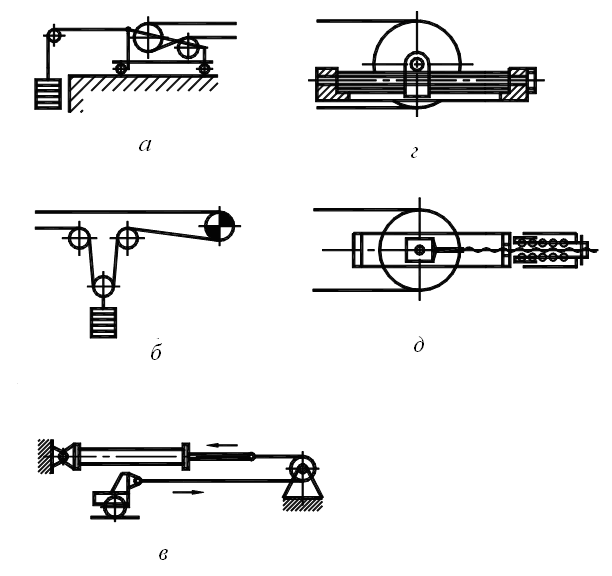
Натяжные устройства (рис. 2.15, 2.16) служат для обеспечения первоначального натяжения тягового элемента; ограничения провеса тягового элемента между опорными устройствами; компенсации вытяжки тягового элемента в процессе эксплуатации. Натяжные устройства по способу действия и конструкции классифицируют на механические; пневматические; гидравлические; грузовые; грузолебедочные; лебедочные. Преимущества механических натяжных устройств: простота конструкции; малые габаритные размеры; компактность. Недостатки механических натяжных устройств: переменное значение натяжения и возможность чрезмерного натяжения тягового элемента; жесткость крепления и отсутствие подвижности при случайных перегрузках; необходимость периодического наблюдения и подтягивания. Пневматические и гидравлическиенатяжные устройства имеют малые габаритные размеры, но требуют установки специального оборудования для подачи под постоянным давлением воздуха или масла. Преимущества грузового натяжного устройства: приводится под действием свободно висящего груза; автоматически обеспечивает постоянное усилие натяжения; компенсирует изменения длины тягового элемента; уменьшает пиковые нагрузки при перегрузках.
а – хвостовое грузовое; б – промежуточное грузовое; в – гидравлическое; г – винтовое; д – пружинно-винтовое
Рисунок 2.15 - Натяжные устройства
Недостатки грузового натяжного устройства: большие габаритные размеры; большая масса груза для мощных и длинных ленточных конвейеров.
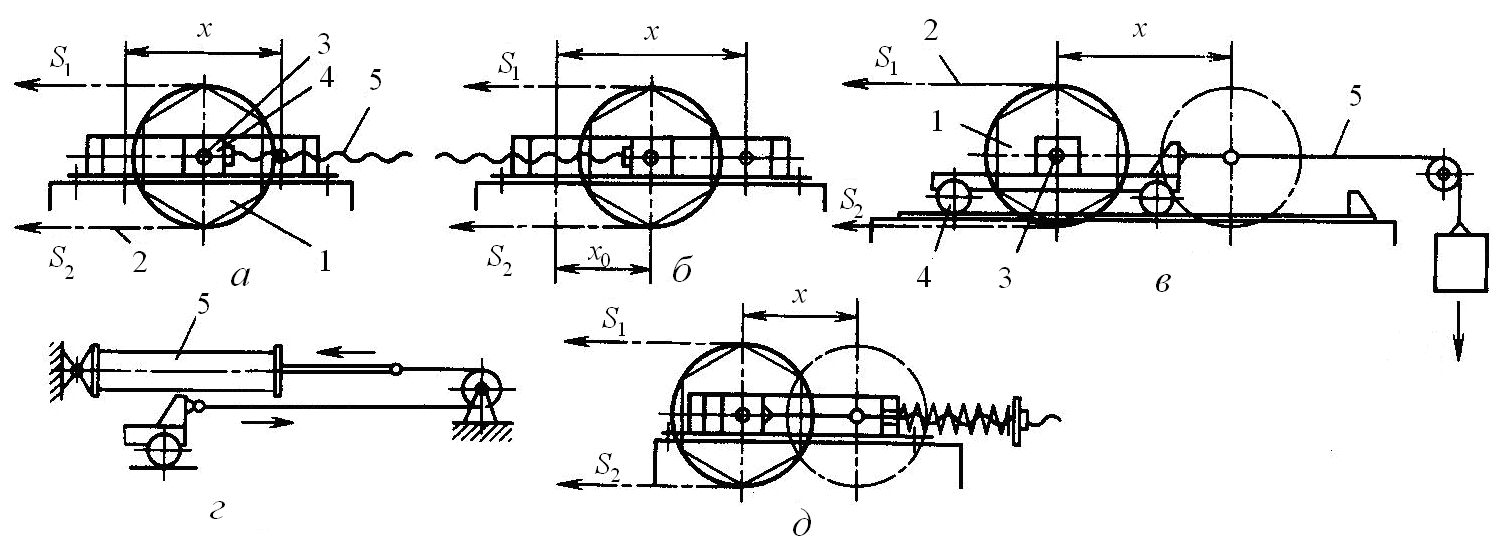
а, б – винтовые; в – тележечное грузовое; г – пневматическое (гидравлическое); д – пружинно-винтовое; 1 – поворотное устройство; 2 – тяговый элемент; 3 – ось поворотного устройства; 4 – ползуны; 5 – натяжной механизм
Рисунок 2.16 - Схемы натяжных устройств
Для снижения массы груза применяют рычаги, полиспасты, приводные лебедки. Ход натяжного устройства выбирается в зависимости от длины и конфигурации трассы и типа тягового элемента, ход натяжного устройства должен обеспечивать компенсацию удлинения тягового элемента и выполнение монтажных работ [1].
Х = х р + х 0, (2.10)
где х р – рабочий ход; х 0 – монтажный ход. Рабочий ход НУ для ленточных конвейеров:
х р ≥ K н Ks ε y L, (2.11)
где где K н – коэффициент, зависящий от угла наклона конвейера β; Ks – коэффициент использования ленты по натяжению (при классах использования Ц1; Ц2; Ц3 значение Ks соответственно равно 0,63; 0,8; 1,0); ε y – относительное упругое удлинение ленты (для резинотканевых лент ε y = 0,015, для резинотросовых лент ε y = 0,0025); L – длина конвейера между центрами концевых барабанов, м. Натяжное устройство обычно устанавливается на одном из поворотных устройств (барабане, блоке, звездочке), расположенном на участке малого натяжения тягового элемента. Натяжное усилие:
Р н = S 1 + S 2 + Т, (2.12)
где S 1 – натяжение набегающей ветви конвейера, Н; S 2 – натяжение сбегающей ветви конвейера, Н; Т – усилие перемещения ползунов или натяжной тележки, Н. Наибольшее натяжение должно быть в период пуска конвейера, при установившемся режиме оно должно автоматически уменьшаться (лебедочные и грузолебедочные натяжные устройства с автоматическим управлением, с датчиком контроля натяжения). На грузовых натяжных устройствах в крайних положениях натяжной тележки устанавливают конечные выключатели.
Приводы конвейеров [2]
Приводной механизм служит для приведения в движение тягового и грузонесущего элементов конвейера. По способу передачи тягового усилия различают приводы: с передачей усилия зацеплением; фрикционные: однобарабанные (одноблочные), двух-, трехбарабанные и специальные промежуточные. Приводы с передачей тягового усилия зацеплением (рис. 2.17): угловые со звездочкой или кулачковым блоком устанавливаются на повороте трассы на 90 или 180°; прямолинейные (гусеничные) с приводной цепью и кулаками (устанавливаются на прямолинейном участке).
а, б, в – угловые со звездочкой (поворот на 90° и 180°); г – на отклонении цепи; д – прямолинейный гусеничный
Рисунок 2.17 - Схемы приводов с передачей тягового усилия зацеплением
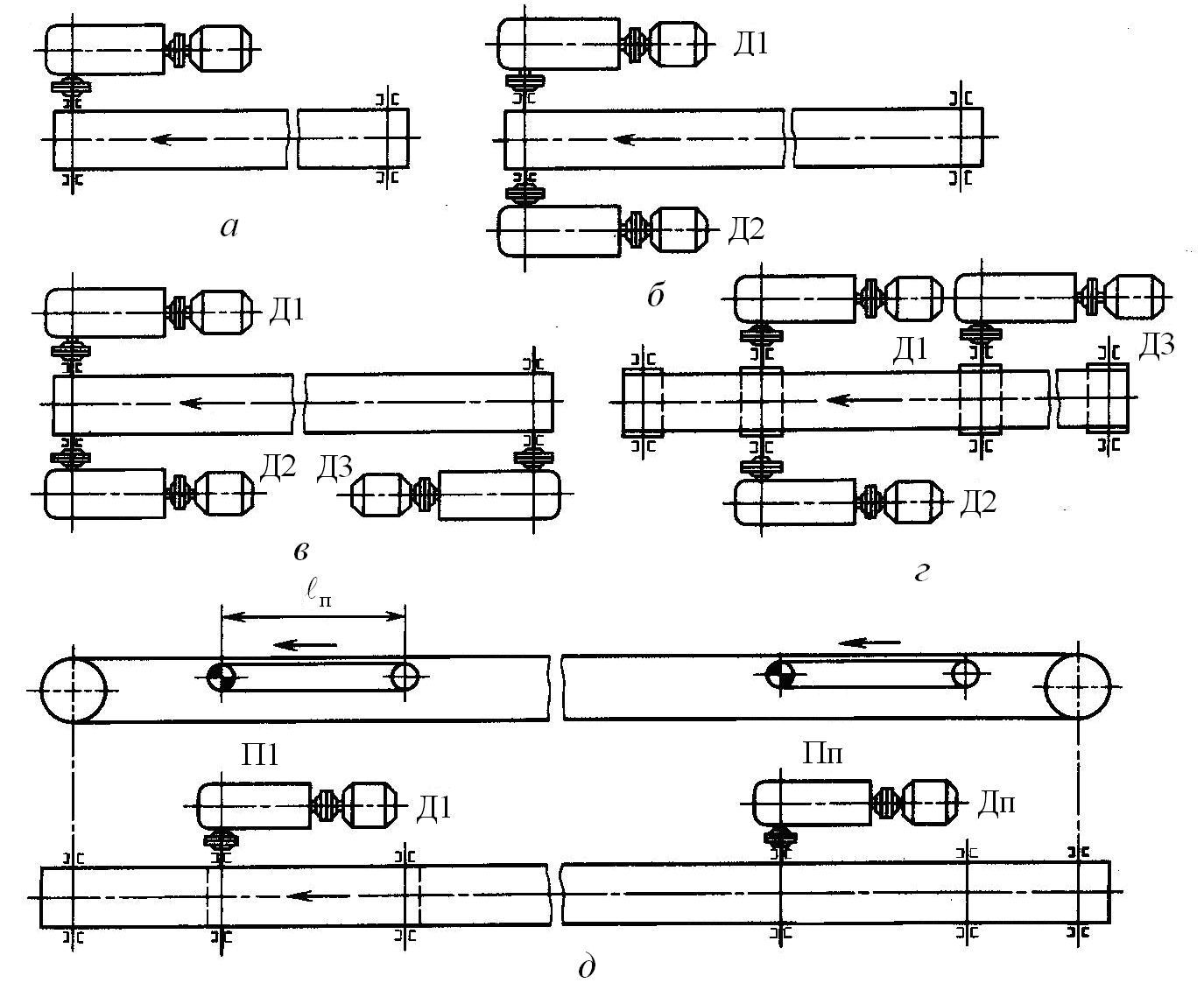
Преимущества гусеничного привода: меньший диаметр приводной звездочки (по сравнению с угловым); меньший крутящий момент и размеры механизмов; возможность установки на любом горизонтальном участке трассы конвейера. Недостатки гусеничного привода: сложность устройства; высокая стоимость. В конвейерах используются гусеничные приводы с плоскими электромагнитами и фрикционные прямолинейные приводы. По числу приводов конвейеры бывают одноприводные и многоприводные (рис. 2.18). У многоприводных конвейеров размещают до 12 промежуточных приводных механизмов с отдельными электродвигателями. Использование промежуточных приводов позволяет уменьшить натяжение тягового элемента. От расположения привода зависит натяжение тягового элемента на разных участках контура трассы, поэтому привод необходимо располагать так, чтобы уменьшить наибольшее натяжение тягового элемента. Применение нескольких приводов позволяет снизить максимальное натяжение гибкого тягового элемента, т. е. использовать гибкий тяговый элемент меньшей прочности; многоприводные конвейеры могут иметь большую длину при правильно выбранной системе приводов. При определении рационального места установки привода на трассе конвейера основным фактором является достижение минимального натяжения тягового элемента и снижение натяжения на поворотных и криволинейных участках, поэтому рациональной является установка привода в пунктах поворота контура трассы [1].
а – с одним двигателем; б – с двумя двигателями; в, г – с тремя двигателями; д – многоприводного с промежуточными приводами
Рисунок 2.18 - Схемы расположения приводов
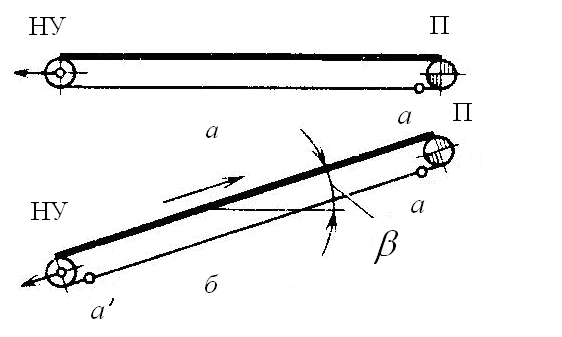
Если конвейер состоит из одного участка (горизонтального или наклонного), то привод располагается в головной части, т.е. в конце грузовой ветви (рис. 2.19).
а, б – на горизонтальном конвейере; в, г – на наклонном конвейере
Рисунок 2.19 - Расположение привода в головной части конвейера (а – точка минимального натяжения)
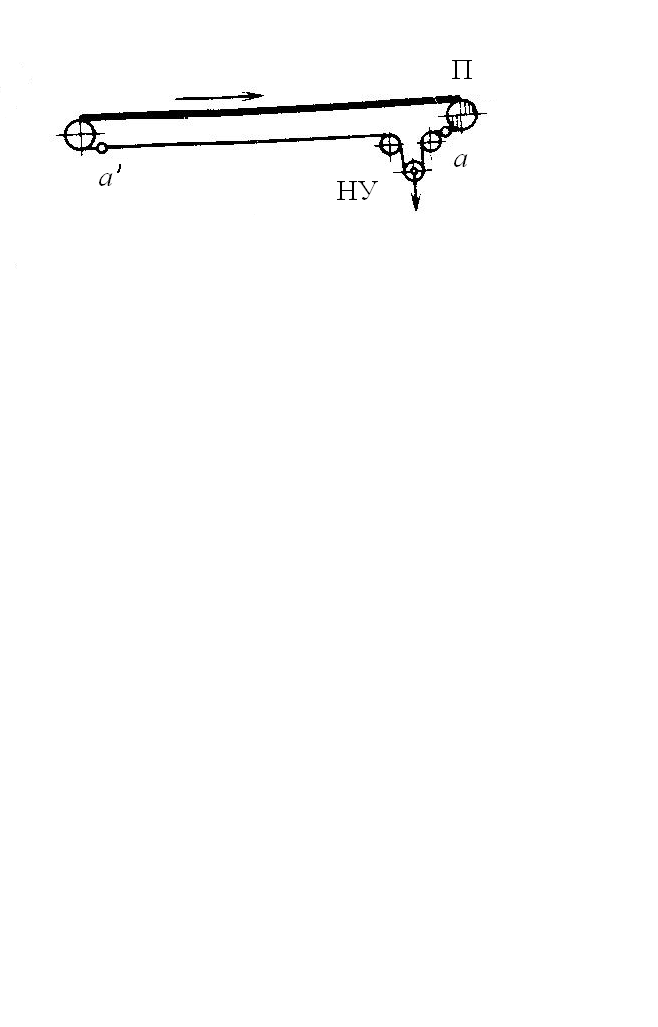
При движении груза вниз при небольшом угле наклона сопротивление движению на грузовой ветви больше, чем на обратной – привод в головной части конвейера, при движении груза вниз при значительном угле наклона сопротивление движению на грузовой ветви меньше, чем на обратной – привод в хвостовой части конвейера (рис. 2.19, г). Для того, чтобы сохранить требуемое натяжение тягового элемента на длинных ленточных конвейерах, натяжное устройство устанавливают ближе к приводу (рис. 2.20). Оптимальное количество приводов на конвейере определяется технико-экономическим расчетом, при проектировании и выборе оптимального числа приводов целесообразным является использование меньшего числа приводов повышенной мощности. Использование прямолинейных промежуточных приводов в цепных конвейерах со сложной конфигурацией трассы позволяет обеспечить наиболее оптимальное их расположение на всем протяжении контура трассы.
Рисунок 2.20 - Схема расположения привода и натяжного устройства на конвейере с увеличенной длиной трассы
Для быстрой остановки конвейера и предотвращения его обратного движения под действием силы тяжести груза в наклонных конвейерах на входном валу редуктора устанавливают тормоз. Для предупреждения обратного движения грузонесущего элемента под действием силы тяжести груза в случае нарушения кинематической связи между тормозным валом и приводным элементом конвейера устанавливают храповые остановы. Для предохранения цепных конвейеров от обрыва цепи и поломок приводного механизма из-за внезапных перегрузок (заклинивание цепи, попадание посторонних предметов) применяют муфты предельного момента, а также ловители – устройства для автоматической остановки цепи при случайном ее обрыве. Мощность на приводном валу:
N В = P в v, (2.13)
где P в – тяговое усилие на валу приводного барабана (звездочки):
P в = Р 0 + W из + W оч + W п, (2.14)
где Р 0 – тяговое усилие без учета потерь на приводном барабане (звездочке); W из – потери от перегиба тягового элемента; W оч – сопротивление очистительных устройств; W п – сопротивление подшипников вала. Установочная мощность приводного двигателя:
N = k з NВ / η. (2.15)
По рассчитанной установочной мощности выбирают электродвигатель по каталогу. По выбранному двигателю подбирается редуктор в соответствии с расчетным передаточным числом. Поддерживающая металлоконструкция зависит от конструкции конвейера, изготавливается из прокатной профильной стали секциями длиной 3-6 м. Привод и натяжное устройство имеют самостоятельные сварные конструкции. Поддерживающая металлоконструкция должна быть прочной, жесткой, легкой, удобной для монтажа и обслуживания.
Бункеры, бункерные затворы [2] Бункерные затворы
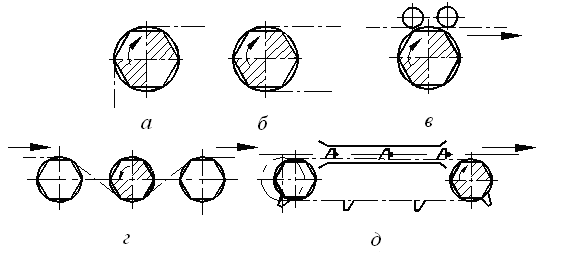
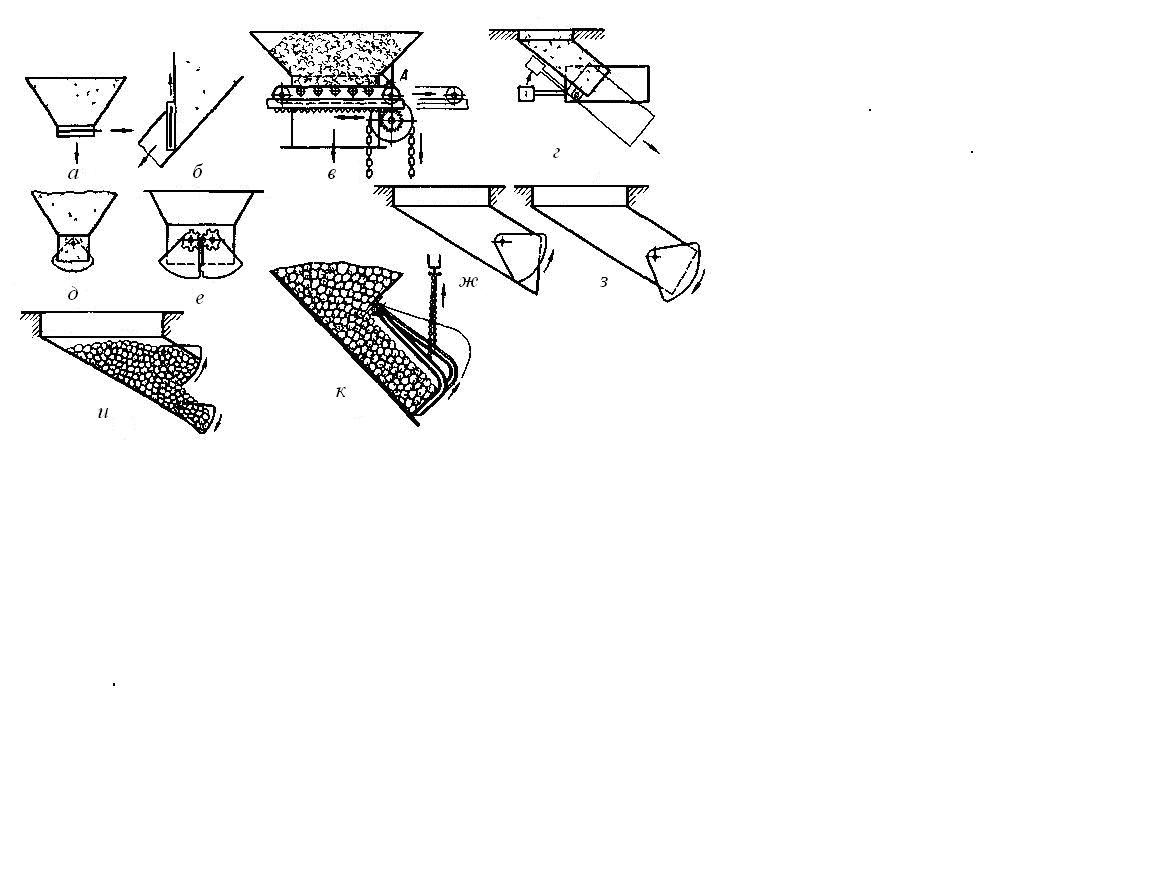
Бункерные затворы служат для закрывания и открывания выпускных отверстий бункеров и регулирования выходящего потока насыпного груза. Точность регулирования потока открыванием выпускного отверстия возможна только при хорошо сыпучих материалах [2]. Бункерные затворы должны иметь простую и прочную конструкцию, малые габариты; обеспечивать удобство маневрирования и быстроту действия, плотность закрывания и возможность регулирования потока груза. По типу привода затворы бывают ручные и механические (электрические, пневматические и гидравлические) с дистанционным управлением. По способу действия затворы разделяют на: отсекающие поток груза (затворы в виде плоской задвижки и секторные) и создающие подпор (лотковые) [2, 3]. Конструктивные исполнения затворов представлены на рис. 2.21.
а, б – задвижки; в – ленточный гусеничный затвор; г – лотковый затвор; д – односекторный затвор; е – двухсекторный (челюстной); ж, з – наклонный секторный; и – сдвоенный секторный; к – пальцевый
Рисунок 2.21 - Конструктивные схемы затворов
Классификация затворов: в виде плоской задвижки (рис. 2.21 а, б) устанавливаются в днище или боковой стенке бункера; ленточные гусеничные (рис. 2.21, в) открывают или закрывают отверстие передвижением рамы с закрепленной на ней подвижной конвейерной лентой; секторные (рис. 2.21, д – и) имеют цилиндрическую поверхность и при закрывании или открывании поворачиваются вокруг горизонтальной оси; челюстные (рис. 2.21, ж, з) с движением сектора вверх или вниз; пальцевые (рис. 2.21, к), состоящие из поднимающихся и опускающихся рычагов (пальцев), подвешенных на цепях; лотковые (рис. 2.21, г) регулируют поток груза изменением угла наклона лотка.
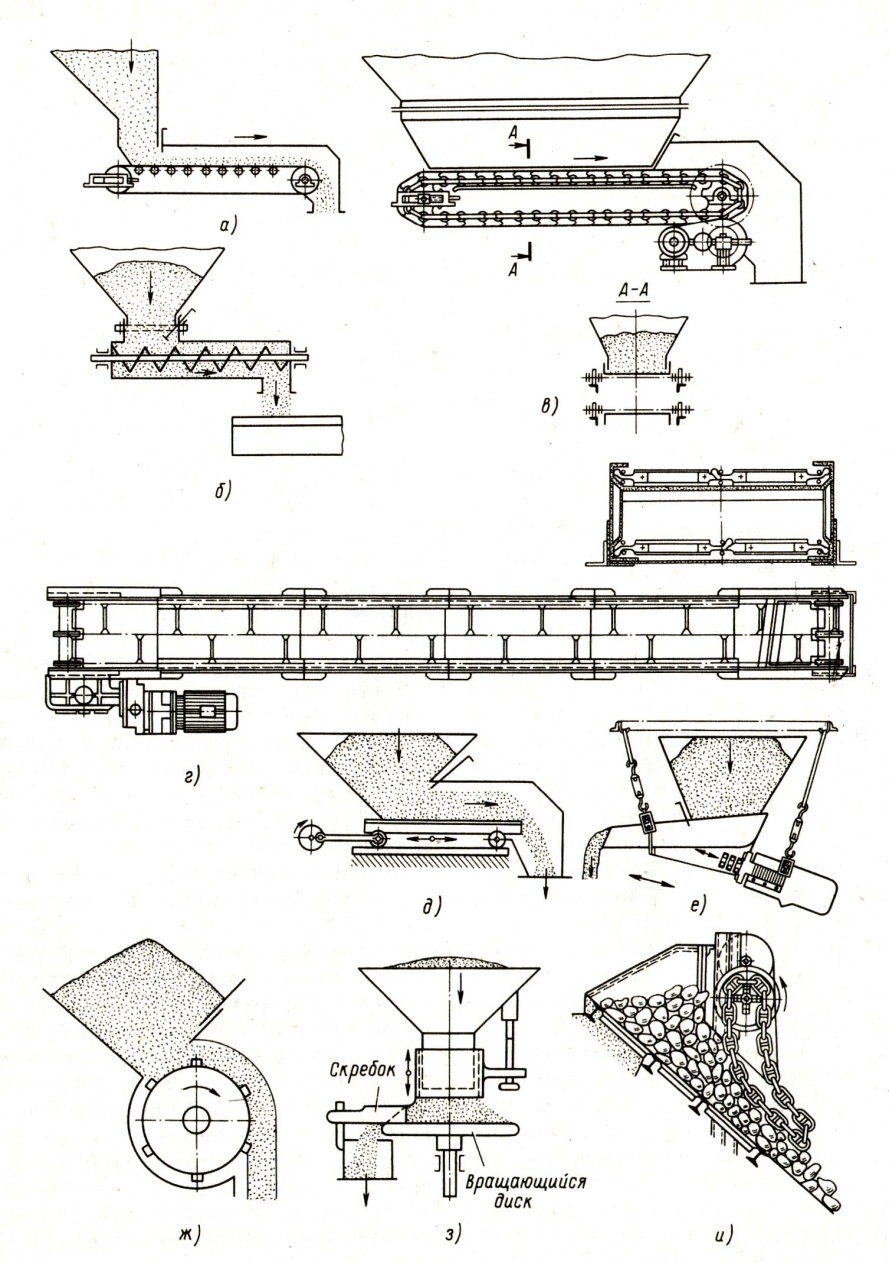
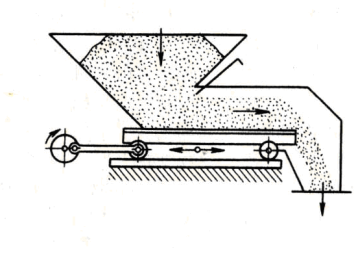
Питатели и дозаторы
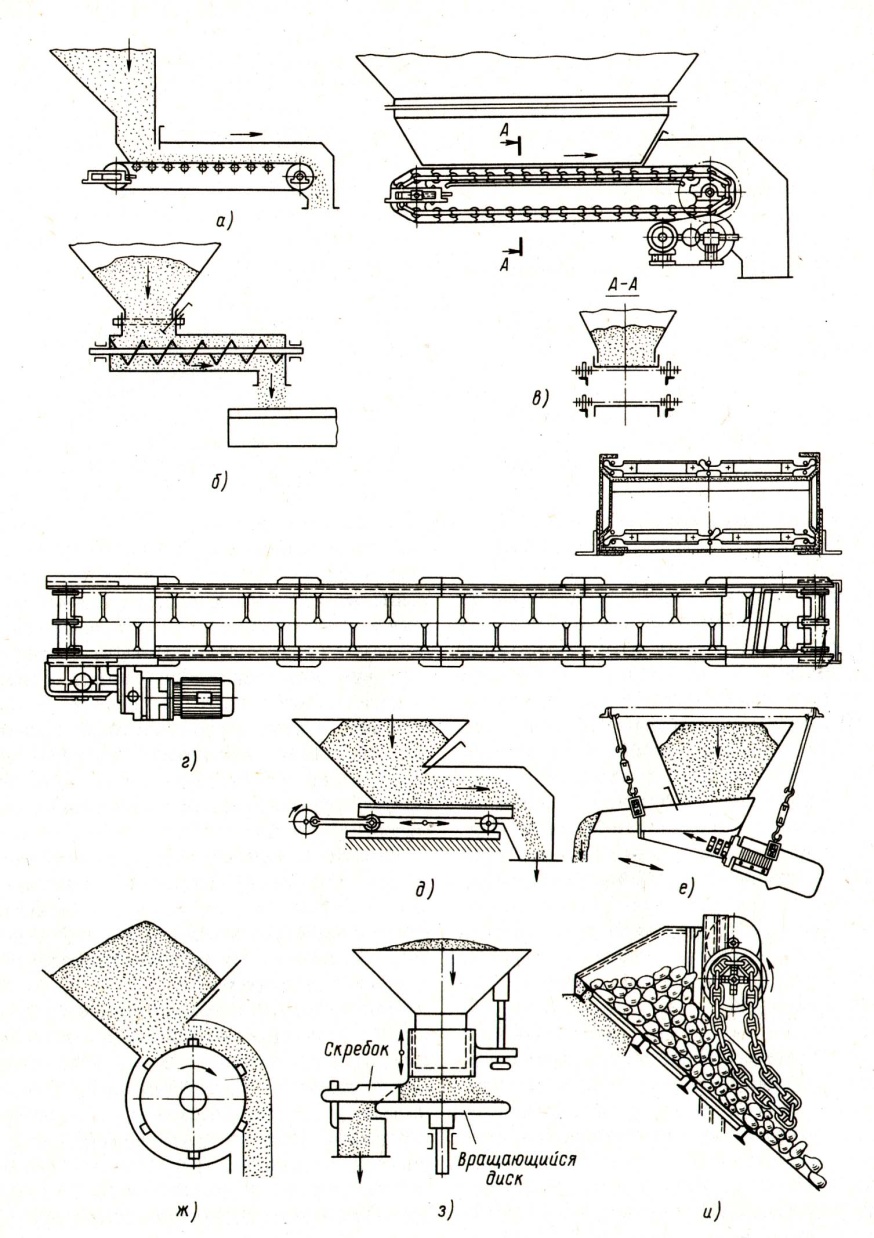
Питатели представляют собой механические устройства для обеспечения стабильного регулируемого грузопотока из бункера или воронки на конвейеры и средства периодического транспорта [2, 3, 5, 6]. В настоящее время широко используется большое разнообразие конструктивных исполнений питателей, каждый из которых имеет преимущества при определенных условиях эксплуатации и организации загрузки, однако универсального функционального решения не существует. Тип питателя выбирается в каждом отдельном случае в зависимости от характеристики транспортируемого груза, производительности и производственных условий (табл. 2.4).
Таблица 2.4 - Типы и разновидности питателей
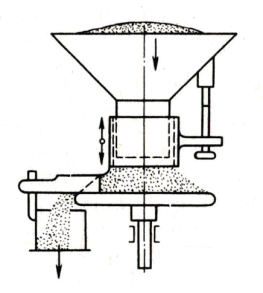
Питатели предназначены для непрерывной равномерной подачи сухих материалов с заданными (или регулируемыми) характеристиками потока в технологические машины и транспортирующие устройства, а так же как самостоятельное оборудование для наполнения тары сыпучими продуктами. Питатели применяются на предприятиях горной, металлургической промышленности; на линиях по выпуску сухих строительных смесей; для подачи сыпучих материалов в различных технологических процессах измельчения, смешивания, транспортирования, обжига, фасовки. Дозаторы – механические устройства цикличного действия, производящие при каждом цикле выдачу из бункера определённой порции (дозы) насыпного груза. Дозирование может производиться по объему или по массе. Дозирование по объему осуществляется с помощью мерного сосуда (рис. 2.22), плунжера или ячеечного барабана. Поворот мерного сосуда обеспечивается пневмоцилиндром.
Рисунок 2.22 - Схема дозатора с дозированием по объему Некоторые типы дозаторов используются не только как самостоятельные агрегаты, но и в комплексе с другими дозирующими устройствами, обеспечивающими сложное многокомпонентное дозирование и имеют широкие возможности по встраиванию в технологические линии.
2.3 Основы теории и расчета транспортирующих машин непрерывного действия [1, с. 41-57] - Производительность, мощность двигателя и коэффициент сопротивления - Сопротивления в конвейерах с гибким тяговым элементом; - Характеристики сопротивлений на различных участках; - Тяговый расчет.
2.3.1 Транспортирующие машины с гибким тяговым элементом в пищевых производствах [2] Ленточные конвейеры [2] - Общая характеристика, расчет основных параметров, определение тягового усилия, мощность привода - Тяговый расчет
Ленточные конвейеры общего назначения с прорезиненной лентой Элементы конвейеров
Конвейерная лента. Грузонесущим и тяговым элементом ленточного конвейера является бесконечная вертикально замкнутая гибкая прорезиненная лента (разд. 2.1.2), это самый дорогой и самый недолговечный элемент конвейера. Типоразмер ленты выбирают по характеристике транспортируемого груза и окружающей среды, прочности по расчетному натяжению и производительности. Опорные устройства. Для опоры ленты устанавливают роликоопоры или настил – сплошной (из дерева, стали, пластмассы) или комбинированный (чередование настила и роликоопор). Наибольшее распространение имеют роликоопоры различных типов и конструкций. К роликоопорам предъявляются следующие требования: удобство при установке и эксплуатации; малая стоимость; долговечность; малое сопротивление вращению; обеспечение необходимой устойчивости и желобчатости ленты во время движения. По расположению на конвейере роликоопоры классифицируют на верхние: прямые – для плоской формы ленты при транспортировании штучных грузов; желобчатые – для желобчатой формы ленты (для сыпучих грузов) на двух, трех и пяти роликах; нижние: прямые однороликовые (рис. 2.25, а) (сплошные цилиндрические и дисковые); двухроликовые желобчатые (угол наклона боковых роликов αж = 10°). Угол наклона боковых роликов αж (угол желобчатости ленты) в двухроликовой опоре обычно выбирается равным 15 или 20º, в трехроликовой опоре угол αж равен 20° и 30° для всех грузов и любой ширины ленты; для легких грузов и при ширине лент   Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|