|
|
Требования к подготовке трубопроводов под сварку
Подготовка деталей к сварке
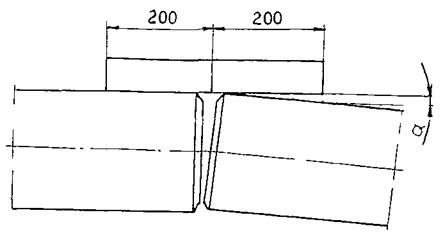
6.1. Все поступающие на монтажную площадку блоки, трубы и детали должны быть до начала сборки проведены мастером или другим ответственным лицом на наличие клейм и маркировки. 6.2. При дожде, ветре и снегопаде все работы следует выполнять при условии надлежащей защиты рабочих мест. 6.3. Сборку стыков труб, а также труб к штуцерам коллекторов и барабанов следует производить в последовательности, обеспечивающей свободный доступ к стыкам для сварки и контроля качества швов, а в случае необходимости – для исправления дефектов. 6.4. Запрещается подвергать каким-либо нагрузкам собранные узлы трубопроводов и труб поверхностей нагрева котлов во избежание образования трещин в швах. 6.5. При подготовке стыковых соединений труб под сварку необходимо проверить их соответствие чертежам, требованиям нормативно-технической документации. Обратить внимание на перпендикулярность плоскости реза к оси трубы (рис. 2). Отклонение плоскости реза от угольника "L" не должно превышать значений, указанных в табл. 4. Следует также проверить: соответствие формы, размеров и качества подготовки кромок (в том числе расточки под подкладное кольцо или под заданный внутренний диаметр, а также разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок следует проверять специальными шаблонами); качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений; правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров); соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленных допуском (после расточки под подкладное кольцо или под заданный внутренний диаметр или зачистки наружной и внутренней поверхностей после калибровки).
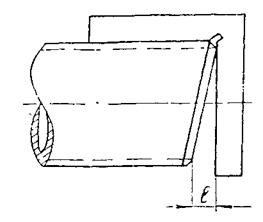
Таблица 4
Рис. 2. Проверка перпендикулярности торцов труб
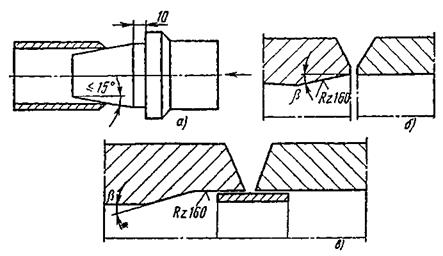
6.6. При обработке концов труб длина цилиндрической расточки L под подкладное кольцо (рис. 3) должна быть не менее 20 мм при толщине стенки трубы до 25 мм включительно и не менее 50 мм – при большей толщине. Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца 6.7. Обработку концов (обрезку труб и снятие фасок) необходимо производить механическим способом с помощью специальных труборезных станков. Шероховатость поверхности кромок труб должна соответствовать данным, приведенным на рис. 3. Разрешается обрабатывать концы труб газовой резкой, но с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки. 6.8. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха
Рис. 3. Шероховатость поверхностей кромок 6.9. Если у стыкуемых труб разность внутренних диаметров превышает допустимую (п.6.18), то для обеспечения перехода в месте стыка может быть применен один из следующих способов: а) раздача (вхолостую или с нагревом) конца трубы с меньшим внутренним диаметром путем его калибровки (рис. 4а). Область применения способа и допустимое значение раздачи приведены в табл. 5. После раздачи необходимо проверить, не произошло ли утонение стенки трубы больше допустимого размера; б) механическая обработка (расточка) на внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис. 4б (для стыка без подкладного кольца) или рис. 4в (для стыка с остающимся подкладным кольцом), при условии, что толщина стенки трубы после расточки будет не менее расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца
Таблица 5
* Раздачу с нагревом следует производить при температуре 900-1000 ºС концов труб из низколегированных теплоустойчивых сталей, при 700-900 ºС – из низколегированных конструкционных и углеродистых сталей. ** Рассчитывают по формуле А = (Д2 – Д1) 100 / Д1, где Д1 и Д2 – внутренний диаметр трубы соответственно до и после раздачи.
6.10. При стыковке труб с разными наружными диаметрами размер h (рис. 5) должен быть не более 30% толщины более тонкой трубы, но не более 5 мм. Если разность наружных диаметров превышает указанное, конец трубы с большим наружным диаметром должен быть обработан механическим способом (см. рис. 5).
Рис. 4. Способы обработки концов труб при стыковке элементов,
Рис. 5. Обработка концов труб при стыковке элементов,
6.11. Вмятины на концах труб можно исправлять с помощью разжимных устройств при условии, что глубина вмятин не превышает 3,5% диаметра трубы, а толщина стенки составляет не более 20 мм. Вмятины на трубах можно исправлять вхолостую или нагревом. Концы труб с вмятинами глубиной более 3,5%, а также с забоинами глубиной более 6.12. Подгибку труб в монтажных условиях разрешается производить на трубах из низкоуглеродистых и низколегированных конструкционных сталей на угол не более 15 ºС, а из хромомолибденовых сталей – не более 10 ºС. Трубы из теплоустойчивых сталей независимо от толщины стенки при подгибке следует подогревать в месте подгибки до температуры 710-740 ºС. Трубы из низкоуглеродистых и низколегированных сталей можно подгибать в холодном состоянии при толщине стенки до 20 мм; при большей толщине – с подогревом до 650-680 ºС. После подгибки нагретый участок необходимо обернуть асбестом для медленного охлаждения металла. Место подгибки должно находиться вне подгиба трубы и при диаметре более 6.13. Кромки литых деталей трубопроводов необходимо подготавливать только в заводских условиях.
Сборка стыков труб
6.14. Для закрепления стыков труб в фиксированном под сварку положении следует применять центровочные приспособления и ставить прихватки. В качестве центрирующих приспособлений могут быть использованы центраторы трубосварочные моделей ЦТ-60, ЦТ-114, ЦТ-426, изготавливаемые Полтавским заводом ПО "Спецмонтажконструкция", (рекомендуемое приложение 7, рис. 1-3). Трубы диаметром до 50 мм можно собирать с помощью клещей (приложение 7, рис. 4), а трубы диаметром 133-377 мм – с помощью приспособления хомутового типа (приложение 7, рис. 5). Сборку труб диаметром более 100 мм можно производить с помощью стяжных уголков или компенсационных планок (приложение 7, рис. 6). 6.15. В случае сборки стыка труб из хромомолибденовых сталей с помощью уголков или компенсационных планок, приварку этих элементов к трубам следует производить электродами типа Э46А или Э50А с предварительным подогревом места приварки. Уголки и планки могут быть удалены (механическим путем или газовой резкой) только после наложения не менее двух-трех первых слоев шва. Места приварки этих деталей к трубам должны быть зачищены и тщательно просмотрены на предмет обнаружения и удаления поверхностных трещин. Уголки и компенсационные планки рекомендуется изготавливать из углеродистой стали 20, Ст2, Ст3. 6.16. Конструктивные размеры сварных соединений по ГОСТ 16037 приведены в рекомендуемом приложении 8. 6.17. Непосредственно перед сборкой кромки, внутренняя и наружная поверхности труб на участке не менее 20 + 20 мм от торцов должны быть зачищены до металлического блеска и обезжирены. Перед установкой штуцера (трубы) в коллектор или барабан должны быть зачищены поверхности вокруг отверстия на 15-20 мм со стороны наложения сварного шва и поверхность очка – на всю глубину. 6.18. Смещение внутренних поверхностей свариваемых труб (и фасонных деталей) при сварке стыков с односторонней разделкой кромок без подкладного кольца должно быть не больше значений, указанных в табл. 6. При диаметре труб более 200 мм смещение внутренних кромок должно быть не выше: при толщине тубы S до 4 мм – 0,2S, при большей толщине 0,15S, но не более 2 мм.
Таблица 6
6.19. Для стыков труб, собираемых и свариваемых на остающемся подкладном кольце, разность внутренних диаметром элементов в месте стыка не должна превышать 2 мм с тем, чтобы в собранном стыке зазор между кольцом и внутренней поверхностью элемента был не более 1 мм. 6.20. Смещение с наружной стороны поверхности свариваемых труб и элементов оборудования с одинаковой толщиной стенки не должно превышать значений, указанных в табл. 7.
Таблица 7
* Могут быть допущены только в случаях, указанных в рабочих чертежах. В стыковых сварных соединениях, выполненных электродуговой сваркой с двух сторон, указанное смещение кромок не должно быть превышено ни с наружной, ни с внутренней сторон шва.
6.21. Прямолинейность труб в месте стыка (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладываемой в трех-четырех местах по окружности стыка (рис. 6). Максимально допустимый просвет "а" между концом линейки и поверхностью трубы в собранном (но не заваренном) стыке не должен превышать 1,5 мм на расстоянии 200 мм от стыка. В заваренном стыке он должен быть не более 3 мм.
Рис. 6. Проверка правильности сборки стыкового соединения
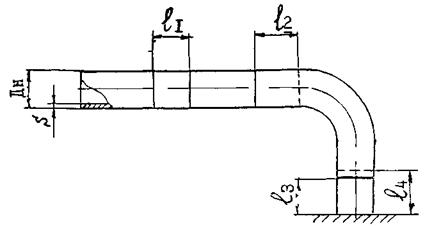
6.22. Расположение поперечных сварных швов на трубах (рис. 7) должно отвечать следующим требованиям: Расстояние между осями соседних поперечных швов l1, при S, мм
Расстояние от начала гиба (закругления) до оси поперечного шва l2, от наружной поверхности элемента (барабана, камеры, транзитной трубы) до оси поперечного шва l3 или до начала гиба l4 при Дн, мм:
Рис. 7. Расположение поперечных сварных швов
6.23. При сборке труб и других элементов, имеющих продольные или спиральные швы, последующие должны быть смещены один относительно другого. Смещение (для труб Ø > 100 мм) должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм.
Приварка подкладного кольца
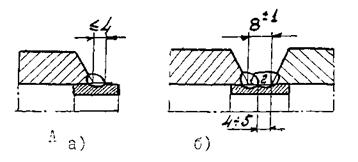
6.24. При сборке стыков трубопроводов с подкладными кольцами не должно быть перекоса подкладного кольца. Прихватку и приварку подкладного кольца выполняет сварщик, который в дальнейшем будет сваривать этот стык, или сварщик, имеющий удостоверение на право сварки подобных стыков. Последовательность сборки стыка с подкладным кольцом должна быть следующей: подкладное кольцо следует установить в одну из труб с зазором между кольцом и внутренней поверхностью трубы не более 1 мм; произвести прихватку кольца с наружной стороны в двух местах и последующую приварку его к трубе ниточным швом с катетом не более 4 мм (рис. 8а). Прихватку и приварку кольца к трубе низколегированной стали следует выполнять с предварительным подогревом конца трубы и подкладного кольца в соответствии с данными табл. 9; ниточный шов зачистить от шлака и брызг; вторую стыкуемую трубу надвинуть на выступающую часть подкладного кольца (зазор между концом ниточного шва и второй трубой должен быть равен 4-5 мм), проверить правильность сборки стыка; подкладное кольцо приварить ниточным швом ко второй трубе (рис. 8б); предварительно подогреть стык в соответствии с требованиями табл. 9. Корневой слой следует сваривать электродами диаметром 2,5-3 мм. В процессе сборки трубы с приваренным кольцом не должны перемещаться и подвергаться ударам по кромкам и кольцу.
Рис. 8. Приварка подкладного кольца
6.25. Подкладные кольца для стыков труб из низкоуглеродистых и низколегированных сталей следует изготавливать из стали 20 или другой низкоуглеродистой стали спокойной или полуспокойной выплавки с содержанием углерода не более 0,24%; для стыков труб из низколегированных теплоустойчивых сталей можно применять подкладные кольца из стали 12Х1МФ. Размеры подкладного кольца: ширина – 20-25 мм, толщина – 3-4 мм. Если кольцо изготавливают из полосовой стали, то стыковой шов кольца следует зачистить заподлицо.
  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 не более 15 º. Расточку можно не проводить, если внутренние диаметры стыкуемых труб отличаются не более, чем на 2 мм.
не более 15 º. Расточку можно не проводить, если внутренние диаметры стыкуемых труб отличаются не более, чем на 2 мм.

 , но не менее 100
, но не менее 100