|
|
Ручная аргонодуговая сварка неплавящимся электродом
7.38. Данным подраздел распространяется на сборку и сварку неповоротных стыков труб диаметром менее 100 мм при толщине стенки не более 10 мм и корневого слоя шва труб при толщине стенки более 10 мм из сталей марок 10, 20, 15ГС, 16ГС, 17ГС, 17Г1С, 12МХ, 15ХМ, 12Х1МФ, при этом предусматривается два технологических варианта сварки: а) сварной шов полностью выполняют аргонодуговой сваркой (при толщине стенки менее 4 мм; б) сварной шов выполняют комбинированным способом (при толщине стенки 4 мм и более) при котором корневой слой сваривают ручной аргонодуговой сваркой, последующие слои – ручной электродуговой сваркой. 7.39. Схема поста ручной аргонодуговой сварки представлена на рис. 21. 7.40. Концы труб должны быть обработаны и собраны встык в соответствии с конструкциями разделок С2, С17, С19, С52 (приложение 8). 7.41. Собранные стыки прихватывают в одном или двух местах ручной аргонодуговой сваркой. Прихватку нужно выполнять с применением присадочной проволоки диаметром 1,6-2 мм той же марки, какая будет применяться для сварки данного стыка (табл. 3). При зазоре в стыке не более 0,5 мм прихватки можно выполнять без присадочной проволоки; стыки труб из сталей 10 и 20 всегда следует прихватывать с использованием присадочной проволоки. Размеры прихваточных швов и подогрев стыков при прихватке должны соответствовать требованиям п.п.6.26-6.29. 7.42. Ручную аргонодуговую сварку производят сразу после прихватки. При комбинированной сварке стыки, в которых заварен корневой слой, должны быть заварены полностью в течение этой же смены. 7.43. Сварку следует выполнять наиболее короткой дугой на постоянном токе (70-100А) прямой полярности вольфрамовым электродом диаметром 2-3 мм. 7.44. Зажигание и гашение дуги следует производить на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона необходимо прекращать спустя 5-8 с после обрыва дуги и в течение этого времени подавать аргон на кратер для защиты ванны от воздействия воздуха.
Рис. 21. Схема поста ручной аргонодуговой сварки при постоянном токе
1 – источник постоянного тока; 2 – реостат балластный; 3 – вольтметр
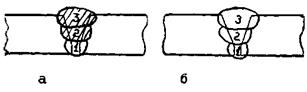
7.45. Высота слоя (валика) должна быть 2-3 мм. Примерное расположение слоев (валиков) по сечению шва показано в табл. 13. Порядок наложения слоев (валиков) такой же, как при ручной дуговой сварке стыков труб аналогичного диаметра (рис. 10-15). Предпочтительно, чтобы сварку стыков труб поверхностей нагрева котла, собранных в блоки, выполняли одновременно два сварщика одним из способов, приведенных в п.7.26. 7.46. При комбинированном способе заполнения основной части разделки (после наложения корневого слоя ручной аргонодуговой сварки) производят электродуговой сваркой в соответствии с требованиями, изложенными в подразделе "Сварка труб поверхностей нагрева" (7.22-7.27).
Таблица 13
* При толщине стенки до 2 мм следует сваривать аргонодуговой сваркой в один слой Примечание. а – комбинированная сварка; б – ручная аргонодуговая сварка всего сечения
7.47. Взаимное расположение горелки и проволоки при сварке корневого слоя вертикального и горизонтального стыков показано на рис. 22. Проволока движется перед горелкой, которой одновременно с перемещением вдоль шва сообщают поперечные колебания амплитудой 3-4 мм. Присадочную проволоку вводят в ванну равномерно, перемещая ее впереди дуги. Конец проволоки подают в ванну равномерно, перемещая ее впереди дуги. Конец проволоки должен постоянно находиться в ванне расплавленного металла. 7.48. Направление и порядок сварки корневого слоя шва вертикального и горизонтального неповоротных стыков показаны на рис. 23. Последующий участок должен перекрывать предыдущий на 10-20 мм. Сварку следует вести обратноступенчатым способом при длине участка не более 250 мм.
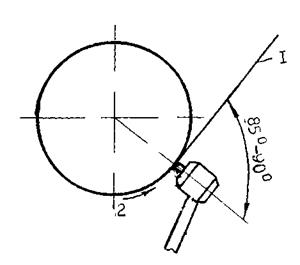
Рис. 22. Взаимное расположение горелки и присадочной проволоки при ручной
1 – присадочная проволока; 2 – направление сварки
Рис. 23. Направление и порядок ручной аргонодуговой сварки корневого слоя
а – вертикальный стык; б – горизонтальный стык
7.49. Корневой слой, выполненный ручной аргонодуговой сваркой в стыке труб при толщине стенки более 10 мм, должен иметь высоту не менее 3 мм и плавные переходы к поверхности и к кромкам разделки.
  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|