|
|
Механические испытания и металлографические исследования
9.32. Механические испытания и металлографические исследования сварных соединений проводят с целью проверки соответствия прочностных и пластических Исследования микроструктуры являются обязательными при аттестации технологии сварки. 9.33. Механические испытания выполняют: а) при аттестации технологии сварки; б) при контроле квалификации сварщиков во время их аттестации или допуска к работе; в) при контроле сварочных материалов – в случае и в объеме, регламентированном указаниями раздела 2 настоящих РТМ. 9.34. Металлографические исследования проводятся: а) при аттестации технологии сварки; б) при контроле производственных сварных угловых и тавровых соединений труб (штуцеров) с обечайками, барабанами, коллекторами, трубопроводами, а также тройниковых соединений; в) при контроле классификации сварщиков во время аттестации или допуска к работе. 9.35. Основными видами механических испытаний являются: а) испытание на растяжение; б) испытание на изгиб или сплющивание; в) испытание на ударную вязкость (ударный изгиб). 9.36. Не являются обязательными следующие виды испытаний сварных соединений: а) испытания на растяжение для сварных соединений, подвергнутых 100%-му неразрушающему контролю; б) испытания на ударную вязкость сварных соединений, работающих под давлением менее 8,0 МПа (80 кгс/см2), а также деталей всех сварных соединений с толщиной стенки менее 12 мм; в) металлографические исследования при условии 100%-го неразрушающего контроля. 9.36. Проверку механических свойств соединений следует производить на образцах, изготовленных на контрольных (определение контрольного сварного соединения дано в приложении 2) или производственных стыков, вырезанных из изделия. 9.37. Контрольные сварные соединения должны быть идентичны контролируемым производственным соединениям и выполнены с полным соблюдением технологического процесса, применяемого при сварке производственных соединений или производственной аттестации технологии. Термообработка контрольных сварных соединений должна производиться с применением тех же методов нагрева и охлаждения и при тех же температурах, что и термообработка производственных стыков. 9.38. Контрольное сварное соединение должно быть проконтролировано в объеме 100% теми же неразрушающими методами контроля, которые предусмотрены для производственных сварных соединений. При неудовлетворительных результатах контроля контрольные соединения должны быть изготовлены вновь в удвоенном количестве. Если при повторном неразрушающем контроле будут получены неудовлетворительные результаты, то общий контроль считается неудовлетворительным. В этом случае должны быть подвергнуты дополнительной проверке качество материалов, оборудование и квалификация сварщика. 9.39. Для контроля производственных сварных стыковых соединений согласно п.9.34б должно быть сделано, как минимум, одно контрольное соединение на все однотипные производственные соединения, выполненные каждым сварщиком в течение 6 мес. (в том числе разных заказов). После перерыва в работе сварщика более 3 мес. следует выполнять новое контрольное сварное соединение и подвергнуть его проверке в установленных объемах. 9.40. Размеры и качество контрольных соединений должно быть достаточным для изготовления комплекта образцов для испытаний. При этом минимальное количество образцов должно составлять указанному в табл. 25.
Таблица 25
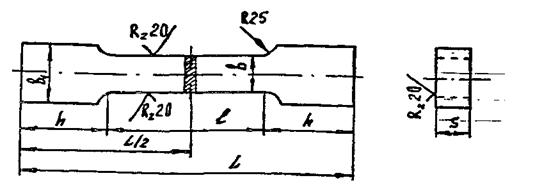
9.41. Механические испытания контрольных стыков труб поверхностей нагрева котлов с условным проходом менее 100 мм при толщине стенки менее 12 мм производят как на отдельных образцах, вырезанных из стыка в соответствии с табл. 25, так и на целых стыках со снятым усилением. В последнем случае испытание на изгиб заменяют испытанием на сплющивание. При этом металлографическое исследование выполняют на специально сваренных контрольных стыках. 9.42. Заготовку из контрольных стыков для изготовления образцов лучше вырезать механическим способом. Разрешается вырезать заготовки из стыков трубопроводов при толщине стенки 12 мм и более газопламенным способом. Окончательная форма образца – путем механической обработки без применения предварительной правки в холодном и горячем состоянии. 9.43. Для вертикальных контрольных стыков, сваренных без поворота трубы, заготовки образцов вырезают по схеме, приведенной на рис. 27. Для горизонтальных стыков можно применять любое расположение заготовок по окружности стыка. 9.44. Форма и размеры образцов для механических испытаний должны соответствовать приведенным в ГОСТ 6996. Размеры плоских образцов, вырезанных из стыков труб для испытания на растяжение, приведены в табл. 26 (рис. 28).
Таблица 26
Длина захватной части образца h устанавливается в зависимости от конструкции испытательной машины; L = l + 2h.
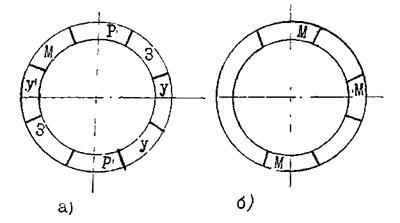
Рис. 27. Схема вырезки образцов из вертикальных
а – стык труб котлов из углеродистых и низколегированных сталей; б – стык труб
І. Плоских
а) тип ХІІ
б) тип ХІІІ.
ІІ. Трубчатых
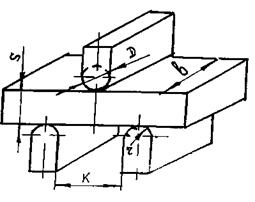
Рис. 28. Форма и размеры (мм) образцов для испытания
І. а – для тонкостенных труб (S<10 мм); б – для тонкостенных труб (S ІІ. а – для труб одинаковых диаметров; б – для труб разных диаметров
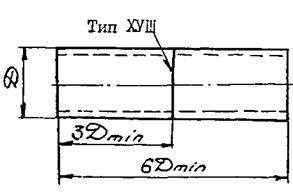
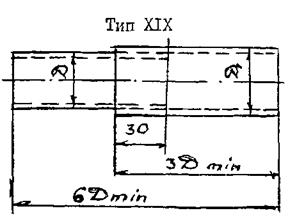
Тип XXVII, XXVIII
Рис. 29. Испытание на изгиб. Тип XXVII, XXVIII
а) – размеры образцов; б) – b = 1,5 S, но не менее 10 мм; l = L/3; Д = 2 S;
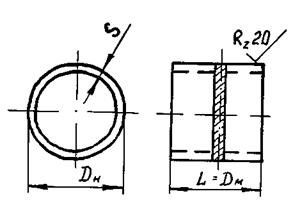
Рис. 30. Схема испытания и размеры образца на сплющивание
а – размеры образца; б) – схема испытания; Дн – наружный диаметр трубы;
9.45. Образцы для испытаний на растяжение и изгиб, вырезанные из контрольных стыков трубопроводов, при толщине стенки до 30 мм включительно, необходимо изготавливать на всю толщину основного металла. Усилие шва и остатки подкладных колец следует снимать заподлицо с основным металлом. Снимать усиление у образцов, предназначенных для испытания на растяжение, необходимо поперек шва. При этом основной металл можно снять на всей рабочей части образца на глубину до 1 мм с каждой стороны. При изготовлении плоских образцов 9.46. Испытание на изгиб производят по схеме, показанной на рис. 29. 9.47. Схема испытания на сплющивание и размеры образца приведены на рис. 30. 9.48. Все механические испытания необходимо производить при комнатной температуре. Результаты механических испытаний сварных соединений при комнатной температуре (20 ºС) должны удовлетворять следующим требованиям: а) временное сопротивление при испытании однородных сварных соединений на растяжение должно быть не ниже минимального допустимого для основного металла. Для разнородных сварных соединений труб временное сопротивление разрыву должно быть не ниже минимального допустимого значения временного сопротивления разрыву менее прочной из свариваемых сталей; б) при испытании на изгиб сварных соединений угол загиба должен быть не ниже значений, указанных в табл. 27; в) при испытании сварных соединений (стыков труб с условным проходом менее 100 мм при толщине стенки менее 12 мм) на сплющивание просвет b, мм между внутренними стенками сварного стыка до появления первой трещины должен быть не более: для труб котлов из углеродистой стали 10 b = 2S; для труб котлов из углеродистой стали 20 и низколегированной, а также для разнородных сварных стыков труб из низколегированных сталей с углеродистой сталью 10 или 20
Таблица 27
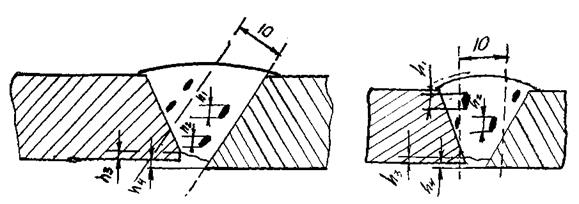
9.49. Показатели механических свойств необходимо определять как среднее арифметическое результатов (по каждому виду испытаний для каждого контрольного сварного стыка). Общий результат испытаний считается неудовлетворительным, если результаты испытаний хотя бы одного из образцов ниже установленных норм: по временному сопротивлению разрыву и углу загиба – более чем на 10%. 9.50. При получении неудовлетворительных результатов по какому-либо виду механических испытаний следует повторить испытание на удвоенном количестве образцов, вырезанных из тех же контрольных сварных соединений. При невозможности вырезки требуемого количества образцов из тех же контрольных стыков (а также при проверке механических свойств испытанием целых стыков по п.9.41) повторные механические испытания (в удвоенном объеме) должны быть проверены на выполненных тем же сварщиком производственных сварных соединений, вырезанных из контролируемого изделия. Если при повторном испытании хотя бы на одном из образцов получены результаты, не отвечающие установленным нормам, то общий результат механических испытаний считается неудовлетворительным. 9.51. Образцы (шлифы) для металлографического исследования сварных соединений следует вырезать поперек шва. Образцы для макроисследования всех сварных соединений (S<25 мм) должны включать все сечения шва, обе зоны термического влияния, прилегающие к ним участки основного металла, а также подкладное кольцо. При изготовлении образцов для металлографического исследования угловых и тавровых сварных соединений, выполненных на трубных элементах, контролируемые сечения необходимо разрезать вдоль оси штуцера (трубы). 9.52. Сварные соединения бракуют если при металлографическом исследовании хотя бы на одном шлифе, вырезанном из контрольного сварного соединения, выявлены следующие дефекты: а) трещины любых размеров всех видов направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла; б) непровары (несплавления), расположенные у поверхности и по сечению сварного соединения (между основным металлом и металлом шва, а также между отдельными валиками и слоями); в) поры, расположенные в виде сплошной сетки; незаваренные (или неполностью заваренные) прожоги, свищи, смещение внутренних кромок состыкованных труб (деталей), превышающие нормы; г) местные непровары, вогнутость или превышение проплава в корне шва (рис. 31), превышающие нормы (табл. 17, п.4; 5; табл. 22).
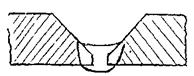
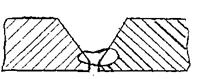
Рис. 31. Допустимые отклонения формы концевого шва
а – превышение проплава на участке стыка, сваренного в нижнем положении;
в) поры, шлаковые и вольфрамовые включения и показатели концентрации дефектов Кд, превышающие нормы, приведены в табл. 28. Показатель Кд определяется как сумма наибольших линейных размеров (по высоте шва) всех допустимых дефектов (объемных включений и др.), выявленных на любой полосе шириной 10 мм, проходящей по высоте шва или параллельно линии сплавления. Схема подсчета приведена на рис. 32.
Рис. 32. Схема подсчета показателя концентрации дефектов Кд
h1 – h4 – линейные размеры (по высоте шва) допускаемых дефектов
Таблица 28
Примечания. 1. Включения (скопления) с максимальным размером до 0,2 мм включительно не учитываются. 2. Расстояние между любыми двумя включениями и скоплениями должны составлять не менее трехкратного наибольшего размера любого из двух рассматриваемых включений или скоплений.
9.53. Если при металлографическом исследовании контрольных сварных стыков, проверенных ультразвуком или просвечиванием и признанных годными, будут обнаружены недопустимые внутренние дефекты, которые должны и могли быть выявлены примененным методом неразрушающего контроля, то все сварные соединения подлежат вновь 100%-ой проверке тем же методом дефектоскопии независимо от предусмотренного и выполненного объема неразрушающего контроля. Эту проверку должен осуществлять наиболее опытный и квалифицированный дефектоскопист. Выполнение названного контроля дефектоскопистом, проверявшим стык, не допускается. 9.54. Если, при металлографическом исследовании в контрольном сварном соединении, проверенном ультразвуком или просвечиванием, обнаружены недопустимые внутренние дефекты, то металлографические исследования сварных соединений должны быть выполнены на удвоенном количестве образцов. При получении неудовлетворительных результатов повторных металлографических исследований сварных соединений окончательную оценку качества стыков труб дают с учетом результатов всех испытаний неразрушающими методами контроля. Вопрос о дальнейшем допуске к работе сварщика, допустившего брак, решает служба главного сварщика специализированного треста (объединения).
  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 ), мм
), мм

 10 мм);
10 мм);