|
|
Ручная дуговая сварка трубопроводов
7.11. Марку электродов следует выбирать в соответствии с рекомендациями табл. 1. 7.12. Стыки труб с толщиной стенки более 3 мм следует сваривать электродами диаметром: корневой слой шва – не более 2,5-3 мм; последующие слои – 3-4 мм. 7.13. Для выполнения корневого слоя труб и деталей из хромомолибденовых и хромомолибденованадиевых сталей, собираемых на остающихся подкладных кольцах, могут быть использованы электроды ЦУ-5, ЦУ-10, УОНИ-13/45, ТМУ-21У, ТМЛ-1У диаметром 2,5-3 мм. 7.14. Примерные значения тока при сварке в нижнем положении шва в зависимости от диаметра и типа покрытия электрода приведены в табл. 11. При вертикальном и потолочном положении шва ток должен быть уменьшен на 10-20%.
Таблица 11
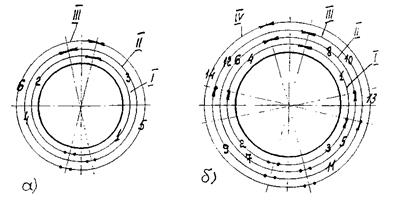
7.15. При сварке вертикальных стыков трубопроводов из углеродистых сталей высота каждого слоя (валик) должна составлять 6-10 мм, ширина одного слоя – не более 35 мм. При сварке горизонтальных стыков трубопроводов высота валика должна составлять 4-6 мм, ширина – не более – 8-14 мм. 7.16. Неповоротные (вертикальные и горизонтальные) стыки труб диаметром 219 мм и более, в зависимости от диаметра труб, могут сваривать одновременно два, три или четыре сварщика. В этом случае необходимо принять меры от брызг расплавленного металла и шлака. Стыки труб из углеродистой стали при толщине стенки до 25 мм независимо от диаметра может сваривать один сварщик. 7.17. Вертикальные неповоротные стыки сваривают в направлении снизу вверх. Сварку слоя в потолочной части стыка следует начинать, отступив на 10-30 мм от нижней точки. Порядок наложения слоев при сварке труб диаметром до 219 мм показан на рис. 10а. Сварку первых трех слоев в швах стыков труб диаметром более 219 мм следует выполнять обратноступенчатым способом (рис. 10б); при этом длина каждого участка не должна превышать 200-250 мм. Длина участков последующих слоев может составлять половину окружности стыка.
Рис. 10. Порядок наложения слоев при сварке вертикального неповоротного стыка
а) – для труб диаметром до 219 мм; б) – для труб диаметром более 219 мм;
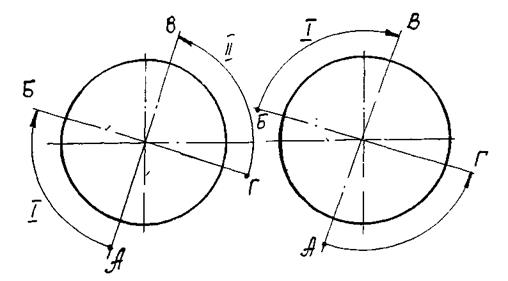
7.18. Наложение валиков первого слоя, если сварку вертикального неповоротного стыка выполняют два сварщика, следует производить в следующем порядке (рис. 11): первый сварщик начинает сварку от точки А и ведет к точке Б, а в это время второй сварщик сваривает участок от точки Г до точки В; далее первый сварщик (без перерыва) продолжает сварку от точки Б до точки В, а второй сварщик переходит к сварке участка от точки А к точке Г. Второй и третий слои следует сваривать аналогично с учетом требований, указанных в п.7.17. Последующие слои можно накладывать участками длиной, равной половине окружности трубы. При сварке верхнего участка вертикальных неповоротных стыков трубопроводов из низколегированных теплоустойчивых сталей должны быть выдержаны требования, приведенные в п.п.7.16 и 7.15. 7.19. Горизонтальные стыки труб диаметром менее 219 мм сваривает один сварщик, соблюдая правила смещения "замков" в соседних слоях или участках (рис. 2а). Стыки труб диаметром более 219 мм (один сварщик) необходимо сваривать обратноступенчатым способом (рис. 12б, 13). Стыки труб диаметром 219-300 мм следует сваривать участками длиной, равной четвертой части окружности стыка; большего диаметра – участками длиной 200-250 мм. 7.20. Последовательность сварки первого (корневого) слоя горизонтальных стыков труб (два сварщика) в зависимости от диаметра труб приведена на рис. 13а. При диаметре труб менее 300 мм каждый сварщик заваривает одновременно участок длиной, равной половине окружности в диаметрально противоположных точках стыка (рис. 13а). При диаметре туб 300 мм и более сварку первого слоя следует производить одноступенчатым способом по 200-250 мм (рис. 13б).
I, II – сварщики Рис. 11. Порядок наложения валиков первого слоя шва при сварке вертикального
Рис. 12. Порядок наложения слоев (валиков) при сварке горизонтального стыка
а) – для труб диаметром до 219 мм; б) – для труб диаметром более 219 мм;
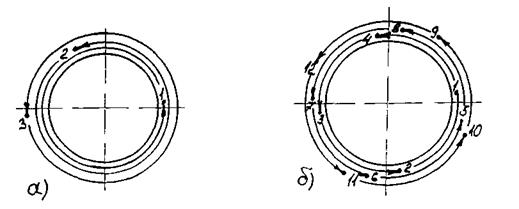
Рис. 13. Порядок наложения валика первого слоя шва горизонтального стыка труб
а – для труб диаметром до 300 мм; б) для труб диаметром 300 мм и более
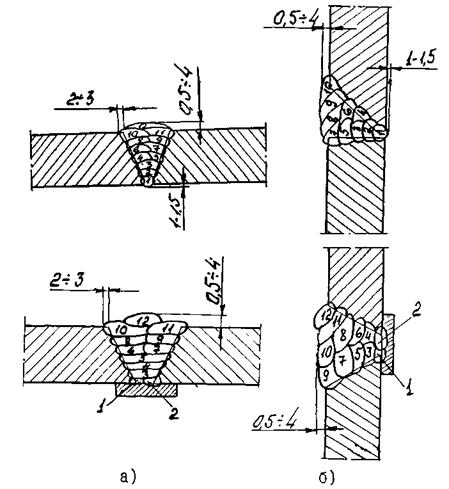
7.21. Расположение валиков при сварке труб показано на рис. 14.
Рис. 14. Примерное расположение слоев и валиков по сечению шва при сварке вертикальных и горизонтальных стыков
а – сварка вертикального стыка; б – сварка горизонтального стыка
  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|