|
|
Механизированная сварка проволокой сплошного сечения в углекислом газе
7.54. Механизированной сваркой в углекислом газе можно сваривать стыки труб из углеродистых и низколегированных сталей, а также обшивку котлов. Сварку труб ведут на остающихся подкладных кольцах или без них (см. приложение 8). При сварке без остающихся подкладных колец трубопроводов с толщиной стенки 1 мм и более корень шва необходимо выполнять аргонодуговой сваркой неплавящимся электродом. 7.55. Сборку и приварку стыков следует выполнять с соблюдением требований приведенных в разделе 6. Необходимость и температуру подогрева необходимо определять в соответствии с данными табл. 9. 7.56. Прихваточные швы при сборке можно выполнять механизированной сваркой в углекислом газе или ручной дуговой сваркой электродами диаметром не более 3 мм. Марку электродов и присадочной проволоки выбирают по марке основного металла в соответствии с требованиями табл. 1 и 3. 7.57. На стыках труб, собираемых без подкладных колец, число и размер прихваток должны соответствовать приведенным в табл. 10. 7.58. Неповоротные вертикальные стыки труб следует сваривать в последовательности, приведенной в п.п.7.17-7.18. В вертикальных стыках без подкладного кольца корневой слой необходимо накладывать по схеме, приведенной на рис. 24.
Рис. 24. Последовательность наложения корневого слоя в неповоротном стыке
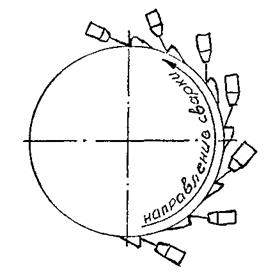
7.59. Сварку неповоротного вертикального стыка выполняют при положении горелки "углом вперед" (рис. 25).
Рис. 25. Положение горелки при механизированной сварке
7.60. Горизонтальные неповоротные стыки труб сваривают в последовательности, указанной в п.п. 7.19, 7.20. 7.61. Высота (толщина) слоя или валика должна быть 5-6 мм. Примерное расположение слоев и валиков в поперечном сечении шва приведено на рис. 26.
Рис. 26. Примерное расположение слоев и валиков по сечению шва вертикального (а)
7.62. Неповотные вертикальные стыки труб диаметром до 219 мм следует сваривать на режиме:
Неповоротные вертикальные стыки диаметром более 219 мм сваривают два сварщика. Режимы сварки:
I сварщик
II сварщик
7.63. Для сварки следует применять сварочную проволоку Св-08Г2С. 7.64. Перед возбуждением дуги зону сварки обдувают углекислым газом. Расстояние от сопла до поверхности трубы должно быть не более 25 мм. 7.65. Сварку выполняют короткой дугой. В процессе сварки рабочий по возможности не должен обрывать дугу. В случае обрыва дуги кратер и прилегающий к нему участок шва на расстоянии не менее 15 мм должен быть очищен от шлака. Возбуждение дуги после перерыва следует производить на ранее заваренном участке шва, на расстоянии 10-15 мм от кратера. 7.66. По окончании сварки обрывать дугу следует только после заполнения кратера. Кратер необходимо обдувать углекислым газом в течении 5-10 с, пока не застынет металл.
Сварка разнородных сталей
7.67. В данном подразделе даются общие рекомендации по сварке стыков труб из сталей разного либо одного структурного класса, но разных марок. Сварку таких стыков следует выполнять ручным дуговым или аргонодуговым способом с соблюдением технологических требований, изложенных в данном разделе (в соответствующих подразделах см. п.7.11-7.21, 7.38-7.53). 7.68. Конструкцию сварного соединения следует выбирать из приложения 8. 7.69. Если стык сваривают на остающемся подкладном кольце, то оно изготавливается из менее легированной стали или из стали того же структурного класса, к которому принадлежит металл корня шва. 7.70. Марку присадочного металла (электродов и проволоки) выбирают по табл. 14.
Таблица 14
* Марки, указанные в скобках, можно применять при отсутствии основных марок, обеспечивающих более высокое качество соединения
7.71. Необходимость предварительного подогрева стыков из разнородных сталей следует определять в соответствии с требованиями, приведенными в табл. 9. При этом режим подогрева должен соответствовать режиму для более легированной из свариваемых сталей. Необходимость и режим термообработки этих соединений определяется из табл. 15.
  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|