|
|
Исправление дефектов сварных соединений
10.1. Исправлению путем местной подварки (без переварки всего стыка) подлежат дефекты, размеры и количество которых превышают допустимые нормы (разд. 9). Допустимые размеры дефектов участков при исправлении сварных соединений приведены в табл. 29.
Таблица 29
1* Для сварных соединений сталей различных марок или при разной толщины стенки трубы размеры выборки должны соответствовать установленным для более легированной стали и для большей толщины стенки. Максимальную протяженность выборки следует измерять со стороны ее раскрытия. 2* Для единичных участков. При необходимости исправления в одном соединении нескольких участков их суммарная протяженность может превышать указанную не более чем в 1,5 раза при тех же нормах по глубине. 3* Стыки, в которых для исправления дефекта требуется удалить металл на участке размером более допустимого, должны быть полностью удалены, либо вопрос об исправлении этих стыков должна решать комиссия из представителей монтажной организации и заказчика.
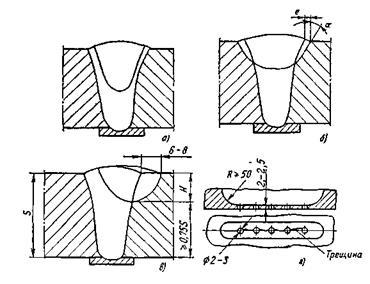
10.2. Исправление дефектов в литых деталях и в заводских сварных соединениях необходимо производить по технологии завода-поставщика. Вопрос об исправлении дефектов литья решается администрацией заказчика и монтажной организации совместно с представителями завода-поставщика оборудования. 10.3. Обнаруженные при внешнем осмотре стыков трубопроводов наружные дефекты сварных швов (в том числе в корневых слоях, выполненных аргонодуговой сваркой) должны быть исправлены следующим образом: а) чрезмерные усиления сварных швов удалить механическим способом, недостаточные усиления исправить подваркой предварительно зачищенного шва; б) наплывы удалить механическим способом и при необходимости подварить; в) подрезы и углубления между валиками подварить, предварительно зачистив места подварки; г) дефектные участки – трещины, незаплавленные кратеры, поры, неметаллические включения и непровары удалить до здорового металла без оставления острых углов и подварить до получения шва нормального размера с учетом требований, приведенных в табл. 29 и п.10.7; д) неплотности (свищи) в сварных стыках труб из углеродистых сталей допускается устранять путем удаления дефектного металла до "здорового" с последующей заваркой; е) сквозной прожог или непровар в корневом слое, выполненном аргонодуговой сваркой, следует исправлять ручной аргонодуговой сваркой с применением присадочной проволоки соответствующей марки. 10.4. Стыки, в которых для исправления дефекта требуется удалить металл на участке размером более допустимого (табл. 29), если после удаления дефектного металла толщина стенки в этом месте оказалась меньше расчетной, должны быть полностью удалены. Если на месте вырезанного стыка вварить вставку ("катушку"), то ее длина должна быть при толщине стенки до 8 мм не менее 50 мм, при большей толщине стенки не менее 100 мм. 10.5. Дефектные стыки, которые нельзя исправить местной подваркой, следует вырезать. 10.6. Дефектные участки следует удалять механическим способом. Допускается удаление дефектных участков газопламенным способом с последующей обработкой поверхности выборки механическим способом с удалением слоя металла из углеродистых и кремнемарганцовистых сварных соединений до полной ликвидации следов резки, на сварных соединениях из других легированных сталей с удалением слоя толщиной не менее 1 мм. Стыки труб из хромомолибденовых и хромомолибденованадиевых сталей при толщине стенки более 10 мм перед огневой резкой следует подогреть до 200-300 ºС. Кромки выборки следует плавно вывести на поверхность трубы; в поперечном сечении выборка должна быть иметь чашеобразную форму разделки с углом скоса не менее 15º. Исправленный участок протравливают раствором азотной кислоты для обнаружения оставшихся дефектов. Форма и размеры выборки и последующей ее заварки в зависимости от места расположения дефекта и типа стали труб приведены на рис. 33. В стыках труб их хромомолибденовых и хромомолибденованадиевых сталей независимо от места расположения дефекта (в шве или околошовной зоне) выборка должна охватывать основной металл шириной "е" (рис. 33,б). Этот размер должен быть равен 2-5 мм в случае расположения дефектов в металле шва и 6-8 мм в зоне термического влияния. Если дефект расположен в околошовной зоне с одной стороны шва и является поверхностным (глубина выборки Н не превышает 10 мм, и остающаяся толщина металла в месте выборки составляет не менее 0,75 номинальной толщины стенки трубы), то форма выборки и ее размеры должны соответствовать показанным на рис. 33,в. Если исправляют стык с трещиной, то ее концы должны быть точно определены путем травления или капиллярным методом и засверлены сверлом диаметром 2-3 мм, после чего металл удаляют полностью. При сквозной трещине для удобства последующего заплавления целесообразно оставлять слой металла толщиной 2-2,5 мм в качестве подкладки нового шва (эту толщину проверяют несколькими сквозными сверлениями) (рис. 33,г). Подварку в этом случае нужно начинать с переплавления оставшейся части стенки с трещиной, причем сварщик должен следить за полным (сквозным) расплавлением стенки; если перед электродом перемещается маленькое сквозное отверстие, то это означает, что сварка идет с полным проплавом.
Рис. 33. Форма и размеры выборок при исправлении дефектов в сварных
а – дефекты в металле шва стыков труб из углеродистых и кремнемарганцовистых сталей;
10.7. Подварку (наплавку) с целью исправления дефектов шва выполняют тем же способом сварки с использованием тех же электродов (сварочной проволоки), которые применялись при сварке данного соединения. Стыки труб из хромомолибденовых и хромомолибденованадиевых сталей следует подваривать электродом типа Э-09Х1М с основным покрытием независимо от размеров труб и марки электродов, применяющихся при сварке этих стыков. Перед подваркой или наплавкой стык независимо от толщины стенки трубы и марки стали необходимо подогреть по всему периметру до температуры предварительного подогрева. Исправление дефектов подчеканкой запрещается. Один и тот же участок шва может быть исправлен не более 3 раз. 10.8. После заварки выборки стык по всему периметру следует термообрабатывать по режиму, регламентированному в табл. 16, для соответствующего размера труб и типа присадочного материала, использованного для заварки выборки. Если перед исправлением дефекта сварной стык не подвергался термообработке (а таковая предусмотрена по данным табл. 16), то режим термообработки должен быть выбран по типу присадочного материала, использованного для сварки всего стыка. В отдельных случаях по решению комиссии, составленной из представителей монтажной (ремонтной) организации и заказчика, допускается после заварки выборки проводить термообработку стыка, если она выполнена после сварки. 10.9. Стыковые сварные соединения, которые были подвергнуты ремонтной переварке, должны быть проверены радиографией или ультразвуком по всей длине сварных соединений. Ремонтные заварки выборок металла должны быть проверены радиографией или ультразвуком по всему участку заварки, включая зону термического влияния сварки в основном металле, кроме того поверхность участка должна быть проверена методом магнитопорошковой или капиллярной дефектоскопии. При заварке по всей толщине стенки контроль поверхности должен проводиться с обеих сторон, за исключением случаев недоступности внутренней стороны для контроля.
11. Техника безопасности при
11.1. Меры по технике безопасности и противопожарные мероприятия при сборке и сварке стыков труб котлоагрегатов должны выполняться в соответствии с требованиями СНиП III-4, Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, Правил пожежної безпеки в Україні, а также РТМ 14-36-87. Правила техники безопасности и гигиены труда при сварочных работах и термической резке в строительстве. 11.2. Размещение сварочного оборудования должно обеспечивать безопасный и свободный доступ к нему. Длина питающих проводов не должна превышать 10 м. 11.3. Перед сваркой необходимо надежно заземлить (занулить) корпуса сварочных агрегатов, зажимы вторичной обмотки источника тока, а также свариваемые детали. Перед началом работ проверить исправности изоляции сварочных проводов, сварочного инструмента и оборудования, а также надежность всех контактных соединений сварочной цепи. 11.4. Нельзя касаться голыми руками (без диэлектрических перчаток) токонесущих частей сварочных установок, а также проводов без изоляции или с поврежденной изоляцией. 11.5. При длительных перерывах сварочного процесса следует отключать источник сварочного тока. 11.6. Запрещается использовать в качестве обратного провода сварочной цепи контуры заземления, газопроводы. 11.7. Гибкие провода сварочной установки при значительной их протяженности рекомендуется помещать в резиновые или брезентовые рукава. 11.8. Нельзя ремонтировать сварочное оборудование, находящееся под напряжением, допускать к сварке сварщиков в мокрых рукавицах, обуви и спецодежде. 11.9. Для защиты глаз и лица сварщика от световой радиации электрической дуги следует применять шлемы и щитки, в смотровые отверстия которых вставляют защитные стекла – светофильтры, поглощающие ультрафиолетовые и инфракрасные лучи. 11.10. Учитывая вредность работ по приварке и обварке труб внутри барабана, в следствие загазованности и запыленности воздуха, рекомендуется вести работу в одном барабане не более чем одному сварщику, обеспечив наблюдение за ним извне. При этом должен быть обеспечен обмен воздуха в барабане с помощью принудительной вентиляции из расчета не менее 2000 м3 воздуха на 1 кг расходуемых электродов. 11.11. Электросварщик должен быть обеспечен всеми средствами индивидуальной защиты, требующей при работе в закрытых сосудах, в том числе диэлектрическим ковриком достаточных размеров и резиновым шлемом для защиты затылочной части головы. Наблюдающий при сварке должен неотлучно находиться вне барабана, у лаза. Он должен располагаться так, чтобы иметь под рукой рубильник на случай необходимости отключения тока. Электроды можно менять только при снятом напряжении или понижении его до 12 В. Электрододержатель должен быть полностью изолирован.
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 36
36
 6
6