|
|
Что такое управление качеством?Японская система управления качеством предусматривает перестройку сознания руководителей фирм и предприятий. Это — новый образ мышления в хозяйственном управлении. В японских промышленных стандартах дано следующее определение управления качеством: «Система методов производства, способствующая экономичному выпуску качественных товаров или предоставлению качественных услуг, которые удовлетворяют требованиям потребителей. Современное управление качеством основано на использовании статистических методов и часто называется статистическим контролем качества». Лично я дал бы следующее определение: «Заниматься управлением, качествам — значит разрабатывать, проектировать, выпускать и обслуживать качественную продукцию, которая является наиболее экономичной, наиболее полезной для потребителя и всегда удовлетворяет его потребностям». Для решения этой задачи все работники фирмы — руководители высшего звена, сотрудники всех подразделений и все рабочие — должны принять участие в деятельности по управлению качеством и всячески способствовать ее развитию. Оставив в стороне определение, я бы хотел выделить несколько признаков, характерных для реализации функций управления качеством. 1. Мы занимаемся управлением качеством с целью выпуска продукции, уровень качества которой может удовлетворять требованиям потребителей. Недостаточно простого соответствия требованиям национальных стандартов или технических условий. Японские промышленные стандарты и международные стандарты, разработанные Международной организацией по стандартизации (ИСО) или Международной электротехнической комиссией (МЭК), не являются идеальными. В них много недостатков. Продукция, соответствующая требованиям японских промышленных стандартов, может не отвечать интересам потребителей. Мы должны также иметь в виду, что запросы потребителей меняются с каждым годом. Даже внося изменения в промышленные стандарты, мы не можем поспевать за растущими требованиями потребителей. 2. Необходимо акцентировать внимание на потребительской направленности продукции. До сих пор среди производителей было принято считать, что они делают потребителям одолжение, продавая тем свою продукцию. Назовем это принципом «рынок для продукции». Я же предлагаю систему «продукция для рынка», согласно которой основное внимание следует уделять требованиям потребителей. На практике я предлагаю изготовителям изучать мнения и требования потребителей и принимать их во внимание при разработке, производстве и реализации своих изделий. Разрабатывая новый вид продукции, изготовитель должен предвидеть требования и нужды потребителей. Как говорится, «потребитель — наш властелин и повелитель». Право выбора изделий принадлежит потребителю. 3. Важно и то, как трактуется понятие «качество». В вышеприведенных определениях под качеством понимают качество продукции. Но здесь имеется в виду более широкое толкование. Итак, в узком смысле качество означает качество продукции. В широком смысле качество означает качество работы, обслуживания, информации, процесса, работы подразделений, работы персонала (включая рабочих, инженеров, руководящих и административных работников), качество функционирования системы, фирмы, задач и т. п. Наш основной подход состоит в управлении качеством в любом его проявлении. 4. Даже при достаточно высоком уровне качества продукция не может удовлетворить заказчика, если на нее установлена слишком высокая цена. Иными словами, нельзя определить качество, не учитывая цены. Это имеет важное значение при планировании и проектировании качества. Управление качеством невозможно без регулирования цен, доходов и издержек. То же можно сказать и об объеме производства. Если на предприятии нет данных об объеме производства, количестве отходов производства, проценте брака или необходимых переделок, невозможно определить долю дефектных изделий и частоту устранения отказов на предприятии. Не имея этих показателей, невозможно заниматься управлением качеством. Недостаточное предложение продукции, пользующейся спросом, причиняет неудобство потребителям. Чрезмерное предложение означает перерасход трудовых ресурсов, сырья и энергии. Регулирование затрат и управление качеством — это две стороны одной медали. Для эффективного регулирования затрат необходимо эффективное управление качеством. Но когда приходится регулировать объем производства, когда колеблется процент дефектных изделий или когда бракуются партии изделий, не может быть и речи об эффективном управлении производственным процессом. Нужно всегда стремиться к поставке продукции в точно заданном объеме, с заданным уровнем качества и по определенной цене. Заниматься управлением качеством означает: 1) использовать контроль качества как основу; 2) комплексно регулировать издержки, цену и доходы; 3) контролировать количество (объем производства, реализации и запасов) и сроки поставки. Когда в комплексном управлении качеством участвуют все подразделения и все работники фирмы, они занимаются управлением качеством в широком смысле этого слова, включая регулирование затрат и контроль количества. В противном случае управление качеством невозможно даже в узком смысле. Вот почему комплексное управление качеством также называют всесторонним управлением качеством, массовым управлением качеством и управлением качеством руководства.
О качестве Определение фактического уровня качества, удовлетворяющего потребителя Управление качеством осуществляется с целью достижения уровня качества, удовлетворяющего требованиям потребителей. Прежде всего необходимо определить, что в действительности означает это понятие. Ранее во. многих отраслях японской промышленности не могли дать точных ответов на вопросы: «Что такое хорошая машина?», «Что такое хороший радиоприемник?», «Что такое хороший стальной лист?» Потребители могут знать или не знать ответы на эти вопросы. Инженеры или те, кто отвечает за работу предприятия, обычно имеют наготове такой ответ: «Если те или иные показатели отвечают стандартам на продукцию, то данную продукцию можно считать доброкачественной». Или, указывая на график, говорят: «На чертеже эта продукция находится в пределах допусков, следовательно, она доброкачественная». Они забывают о том, что стандарты на продукцию и пределы допусков на чертеже недостоверны.
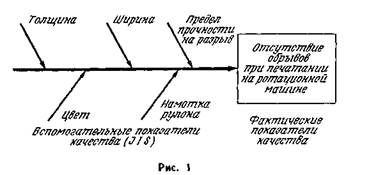
Внедряя систему управления качеством, необходимо скептически подходить к стандартам на продукцию; к стандартам на сырье; к пределам допусков на чертеже; не принимать на веру данные, полученные с помощью измерительных приборов и химического анализа. Несомненно, стандарты на продукцию, аналитические данные и тому подобные вещи играют большую роль в управлении качеством. Но люди небрежно подходят к сбору данных. Первое практическое правило заключается в скептическом отношении ко всем полученным данным. Свыше двадцати лет назад я занимался изучением японских промышленных стандартов на рулоны газетной бумаги. В стандартах приводились значения предела прочности на разрыв, толщины и ширины рулона. Специалист по управлению качеством на бумажной фабрике, которую я посетил, признался: «Иногда мы получаем много рекламаций от газетных корпораций на нашу продукцию, которая полностью отвечает требованиям промышленных стандартов, а в других случаях, если выпускаем продукцию без учета требований стандартов, мы вообще не получаем рекламаций. Поэтому мы просто игнорируем стандарты». Я заинтересовался подробностями, и он объяснил, что чаще всего в рекламациях речь шла об обрывах рулона при печатании. Требования потребителя (в данном случае газетной корпорации) сводились к тому, что бумага не должна рваться при печатании на ротационной печатной машине. Назовем это одним из фактических показателей качества. В то же время предел прочности на разрыв и толщина бумаги в данном случае являются простыми условиями для достижения такого фактического качества. Назовем их вспомогательными показателями качества. В тот период связь между ними не была точно установлена (рис. 1).
Чтобы обеспечить высокое качество рулонов газетной бумаги, лучше всего было бы до отгрузки пропускать каждый рулон через ротационную печатную машину, чтобы проверить, рвется бумага или нет. Но такой вид контроля невозможен. Возможность обрыва рулона можно определить только при его использовании. Таким образом, в момент отгрузки контроль осуществляется по вспомогательным показателям качества: пределу прочности на разрыв или толщине. Но и это непростое дело. Как правило, процедура заключается в следующем. Прежде всего следует определить фактические показатели качества данного изделия, а затем решать вопрос о том, как измерить эти показатели и как определить требования к уровню его качества. После этого будут выбраны вспомогательные показатели качества, которые вероятнее всего отражают фактические показатели качества. Затем встает вопрос об определении зависимости между фактическими и вспомогательными показателями качества путем анализа качества и использования статистических значений. Только тогда можно сказать, в каком объеме следует использовать вспомогательные показатели качества для удовлетворения требований фактических показателей качества. Для установления вспомогательных показателей качества продукция должна вновь и вновь подвергаться испытаниям в реальных условиях эксплуатации. Часто национальные или международные промышленные стандарты, содержащие в основном вспомогательные показатели качества, разрабатываются при отсутствии достаточного количества экспериментальных данных. Причинами появления недоброкачественных рулонов газетной бумаги служат бесполезные стандарты. Именно поэтому я всегда уделяю большее внимание удовлетворению фактических требований потребителей, чем удовлетворению требований национальных стандартов. Как правило, функциональное назначение или пригодность для эксплуатации являются частью фактических показателей качества продукции. Если речь идет о надежном легковом автомобиле, к фактическим показателям качества или тем качественным признакам, которых требуют потребители, могут относиться следующие: красивое оформление, простота управления, комфортабельность, хорошая приемистость, устойчивость на большой скорости, долговечность, малая вероятность отказов, простота ремонта и безопасность. Поэтому изготовитель должен стараться выпустить автомобиль, который отвечал бы именно этим требованиям. Но это — очень трудная задача. Кстати, для описания фактических показателей качества всегда должен использоваться язык, понятный потребителям. При определении фактических показателей качества необходимо ответить на ряд вопросов: «Что понимается под „простотой управления"?», «Как измерить этот показатель?», «Как выразить его в численных значениях?», «Какую конструкцию использовать для легкового автомобиля?», «Каким образом допуски по каждой детали машины влияют на ее эксплуатационную пригодность?», «Как определять допуски?», «Какое сырье следует использовать?», «Как определить цены на сырье?». Нелегко быть изготовителем. Японские изделия сейчас приобрели репутацию самых высококачественных в мире благодаря тому неустанному вниманию, которое изготовители в Японии уделяют решению этих разноплановых вопросов и анализу качества. Короче говоря, необходимо пройти три этапа, чрезвычайно важных для проведения работ по управлению качеством: 1. Осмыслить фактические показатели качества. 2. Определить методы измерения и испытания фактических показателей качества. (Эта задача настолько трудная, что в конечном итоге для ее решения может потребоваться проведение испытаний, основанных на использовании всех органов чувств человека.) 3. Выявить вспомогательные показатели качества и добиться правильного понимания взаимосвязи между фактическими и вспомогательными показателями качества. Чтобы эти три этапа стали понятны всем, кто занимается управлением качеством, проводится изучение готовой продукции своей фирмы. Но исследование продукции — дорогостоящий процесс, и иногда одна фирма в одиночку не в состоянии справиться с этой задачей. Может понадобиться совместное испытание, проводимое изготовителем и потребителями (заказчиками). Все описанное выше называется анализом качества или развертыванием функции управления качеством. Для проведения анализа качества разработан ряд приемов, систем и статистических методов. Однако они имеют, как правило, слишком специальный характер. Как выражается качество? После определения фактических показателей качества остается открытым вопрос о том, какой язык использовать для их выражения. Требования потребителей не всегда можно облечь в форму, удобную для изготовителей. Всегда возможны различия в толковании. Различия в толковании могут вызвать изменения в технологии производства. Вот некоторые рекомендации, помогающие дать описание уровня качества. 1. Определение единицы гарантии качества. Лампочки или радиоприемники можно подсчитать, поэтому назовем их единицами продукции. В то же время они становятся единицами гарантии качества, поскольку потребителя в первую очередь интересует качество каждого используемого изделия. Но что делать, когда продукцию нельзя классифицировать по единицам продукции? Примеров такой продукции много — от электрического провода, ниток, бумаги, ингредиентов, компонентов или составляющих, образующих химические продукты, руды, масла до продукции в порошкообразной или жидкой форме. Здесь единицу продукции определить трудно. Приведу пример из своей практики, касающийся определения единицы гарантии качества удобрения. Сульфат аммония относится к типу удобрений, чистота которых должна составлять 21 %. Что означает этот 21 %? Его можно рассматривать как часть суточного объема продукции. Таким образом, если суточное производство составляет тысячу тонн удобрения и если средняя чистота этих 1000 тонн более 21%, этого будет достаточно. Или же можно получить среднее значение чистоты, превышающей 21 %, для одного пакета удобрения или даже каждого кристалла. В первом случае единица гарантии качества составляет 1000 тонн, тогда как в последнем случае — каждый отдельный кристалл. Если единица гарантии качества четко не установлена, даже при большом желании обеспечить заданный уровень качества невозможно. В рассматриваемом примере правительственные органы и изготовители удобрений приняли за единицу гарантии качества один пакет (т. е. 37,5 кг) с учетом удобства заказчиков. 2. Определение метода измерения. Когда требуется точно установить уровень качества, необходимо иметь четкий метод измерений. Однако фактические показатели качества измерить очень трудно. Мы говорили о том, что одним из фактических показателей качества рулона газетной бумаги служит «отсутствие обрывов при печатании на ротационной печатной машине». Но как измерить этот показатель? Ротационные печатные машины, используемые различными газетными корпорациями, отличаются друг от друга. Что касается автомобилей, как измерить показатель «простота управления»? Некоторые показатели можно измерить физическим или химическим путем, в то время как другие могут зависеть от пяти восприятий человека — цвета, звука, запаха, вкуса и осязания (органолептическое испытание). В борьбе за качество победителем окажется та отрасль промышленности, которая научится измерять эти показатели. 3. Определение относительной значимости показателей качества. Изделие редко имеет только один показатель качества. Как правило, показателей много. Вернемся к примеру с рулонами газетной бумаги. Помимо такого показателя качества, как «отсутствие обрывов при печатании на ротационной печатной машине», могут быть другие показатели, например, «предотвращение перехода краски на обратную сторону» и «получение четкого отпечатка». Необходимо четко дифференцировать относительную значимость различных показателей качества, присущих данному изделию. В целом я классифицирую дефекты и изъяны следующим образом. Критический дефект — показатель качества, который связан с жизнью и безопасностью. Например, шины, которые соскакивают, или тормоза, которые не работают. Значительный дефект — показатель качества, который серьезно влияет на функциональные свойства изделия. Например, не работает двигатель автомобиля. Малозначительный дефект — показатель качества, который не влияет на основные функциональные свойства изделия и может не учитываться потребителями. Например, царапина на автомобиле. В отношении некоторых видов продукции может потребоваться более подробная классификация. Совершенно неприемлемы критические дефекты, однако допустимо небольшое количество малозначительных дефектов. Важным принципом реализации управления качеством является придание показателям качества относительной значимости или, другими словами, установление приоритетов. Дефекты, отступления от требуемого уровня качества, о которых шла речь выше, приводят к формированию отсталого уровня качества. В противоположность этому «хорошая приемистость» и «простота управления» являются показателями, которые могут способствовать реализации продукции. Они являются составной частью передового уровня качества. Продукция не найдет своего покупателя, если не будет сделан упор на передовой уровень качества и экономическая целесообразность продажи продукции не будет определена четко. Люди часто считают все вопросы одинаково важными, но неспособность определять относительную значимость тех или иных показателей приводит к выпуску товаров посредственного качества. 4. Выработка единого подхода к дефектам. Люди по-разному относятся к дефектам и изъянам. Это касается и изготовителей, и потребителей, а также работников одной фирмы. Это особенно заметно, когда для выполнения контроля проводят органолептические испытания. Некоторые относятся к царапине на окрашенной поверхности как к изъяну, другие не считают это дефектом, поскольку царапина не влияет на функционирование автомобиля. В отношении музыкальной тональности радиоприемника различия во мнениях часто бывают непримиримыми. В этих случаях бывает трудно определить границы дефектов и изъянов, а включение их в промышленные стандарты — обременительная и трудоемкая задача. Оптимальным решением этой проблемы является совместное рассмотрение всех ее аспектов изготовителями и потребителями и определение допустимых пределов, на которые можно будет ссылаться в дальнейшем. В качестве примера приведу один крайний случай. При посещении одного машиностроительного завода я попросил работников каждого цеха подготовить гистограмму по результатам контроля качества. Одна из таких гистограмм приведена на рис. 2. В гистограмму я ввел пределы допусков и обозначил их пунктирной линией. Ясно, что около половины
продукции машиностроительного завода выпускалось с дефектами. Я попросил отдел технического контроля определить уровень дефектности, который составил всего лишь 0,3 %. Детали, которые выходили за пределы допусков, не исправлялись и не переделывались. Это было довольно странно, и мы решили разобраться глубже. Выяснилось, что существовали отдельные контрольные нормативы, которые значительно расширяли установленнные пределы допусков. Деталь, отвечающая таким контрольным нормативам, переходила без замечаний на следующую стадию технологического процесса. По существу контрольные нормативы лишь отражали сложившуюся практику. На этом предприятии различные подразделения неимели единой точки зрения в отношении того, из чего складываются дефекты. Они не смогли определить, считать ли дефектными те изделия, которые выходят за пределы допусков, или только те, которые не отвечают контрольным нормативам. В другом случае руководители электротехнической фирмы утверждали, что уровень дефектности выпускаемых фирмой деталей составляет 0,3 %. Однако результаты проверки на сборочном предприятии опровергли это утверждение. И я занялся подробным исследованием. Прежде всего я произвел случайный отбор образцов из 100 типов деталей, а затем сопоставил каждый с техническими требованиями в проектной документации. По каждому документу я выявил в среднем три расхождения. Это означало, что доля дефектных изделий должна составлять 300 %. Я также установил, что сборка изделий из деталей, изготовленных по данной проектной документации, чрезвычайно затруднена. По существу проектная документация также была несовершенной. Но ни один из документов ни разу не пересматривался, и цехи продолжали выпускать продукцию, меняя размеры каждого изделия. Предприятие обращалось к конструкторскому отделу с просьбой о пересмотре проектной документации, но отсутствие гибкого подхода не позволяло это сделать. С точки зрения точного соответствия продукции проектной документации каждую деталь следовало теоретически считать дефектной. Но если бы рабочие изготавливали детали в соответствии с проектной документацией, дефекты стали бы реальностью. Теоретически им следовало руководствоваться проектной документацией, но практически эти детали классифицировались как условно годные, чтобы обойти требования проектной документации. Несмотря на такой компромисс, во многих случаях возникали трудности со сборкой. К сожалению, такие случаи нередки. На машиностроительных и электротехнических фирмах следовало бы постоянно проверять комплектующие изделия на соответствие проектной документации. 5. Выявление скрытых дефектов. Как следует из примеров, данные о дефектах, получаемые на предприятиях и в отраслях промышленности, представляют собой лишь «верхушку айсберга», тем не менее эти изделия считаются фактически дефектными. Если рассматривать «дефекты» в более широком смысле, то фактически дефектных единиц продукции может оказаться в десять или во сто раз больше, чем обнаружено. Выявление таких скрытых дефектов — основная цель управления качеством. Некоторые считают дефектными только те товары, которые нельзя использовать и нужно списать. Но такая практика требует осторожности. Товары, которые были подвергнуты переделке, условно годные товары и подогнанные товары — все это также дефектная продукция. Переделанные товары — это те, в которые были внесены изменения, поскольку изначально они не отвечали требованиям стандартов. Для превращения их в годную продукцию необходимы дополнительные трудозатраты. Поэтому они также должны быть причислены к дефектным изделиям. Термин «условно годные товары» является эвфемизмом. Он относится к товарам, изготовленным по заниженным против стандартов тре- бованиям для соблюдения сроков поставки. Приходится делать вид, что их качество не ниже того, которое установлено стандартом. Но, несомненно, это также дефектные изделия. Изделие, например фотоаппарат или радиоприемник, считается нормального уровня качества, если оно может быть собрано и отправлено заказчику без исправлений и переделок. Если в процессе сборки изделие подлежит доделке или переделке (даже если конечный продукт будет качественным), оно по-прежнему остается дефектным. В ходе сборки создается качественное изделие, если с начала и до конца технологического процесса в него не вносится никаких изменений или исправлений. Назовем качественную продукцию, полученную таким образом, «проходным» процентом изделий. Продукция, подлежащая доделке или переделкам в ходе технологического процесса, скорее всего будет отказывать и может причинить ущерб потребителю. Фирмы должны стремиться к такому контролю за разработкой и к такому управлению производственным процессом, чтобы «проходная» доля изделий составляла 95—100%. При внимательном и критическом подходе в продукции японской промышленности можно обнаружить много скрытых дефектных изделий и скрытых трудозатрат, связанных с устранением дефектов. Приступая к деятельности по управлению качеством, необходимо сразу же дать четкое определение дефектам, выявить и устранить скрытые дефектные изделия и скрытые трудозатраты. 6. Статистическое исследование качества. Изучая окружающие изделия и технологические процессы, приходишь к выводу, что среди них нет даже двух одинаковых. Всегда можно найти какие-то различия. Производство любого изделия зависит от многих факторов, в том числе от сырья, оборудования, технологии и квалификации рабочего. Практически невозможно изготовить еще одно, в точности такое же изделие. Качество продукции подвержено значительным колебаниям. Иными словами, если рассматривать качество продукции в целом, оно может служить подтверждением статистического распределения вероятностей. Конечно, важно обеспечить качество конкретного изделия. Но на практике мы имеем дело с качеством стольких-то десятков или стольких-то сотен изделий. Возьмем для примера лампу накаливания. Срок службы одной лампы может значительно колебаться — от 100 до 2 000 часов; в группе же ламп разброс сроков службы может находиться в пределах 900—1100 часов. Для потребителей предпочтительнее последнее, когда разброс меньше, а качество более однородное и стабильное. Прогнозируя качество продукции, мы должны учесть статистическое распределение вероятностей в группах изделий, а затем перейти к внедрению управления производственным процессом и заняться контролем. Для выражения распределения вероятностей исполь-. зуются среднее значение и среднее квадратическое отклонение, но более подробно этот вопрос рассматривается в специальных публикациях. 7. Качество проекта и степень соответствия. Качество проекта часто называют плановым качеством. В промышленности стремятся к выпуску продукции с определенным уровнем качества — отсюда плановое качество. Вернемся к примеру с лампой накаливания. Изготовитель может поставить цель выпускать лампочки со сроком службы в 900—1 100 часов или лампочки со сроком службы в 2 000—2 500 часов. Как правило, более высокое качество проекта связано с более высокими затратами труда и средств. Степень соответствия также называют сопоставимым качеством, ибо речь идет о том, в какой степени качество фактической продукции соответствует проектному качеству. Если между проектным качеством и качеством фактической продукции существует несоответствие, это означает, что продукция содержит дефекты или исправления. Когда степень соответствия возрастает, снижаются расходы. Люди, не знакомые с управлением качеством, считают, что при внедрении управления качеством затраты возрастут, а производительность труда упадет. Если отождествлять контроль и управление качеством, затраты действительно возрастут, особенно если речь идет об управлении качеством старого типа, которое уделяет основное внимание собственно проведению контроля. Верно также и то, что при повышении качества проекта соответствующим образом возрастают затраты. Однако при более высокой степени соответствия сокращается количество дефектов, исправлений и доделок, что в целом приводит к снижению затрат и повышению производительности труда. Кроме того, если качество проекта отвечает требованиям потребителей, возрастает объем реализации продукции, что создает дополнительный эффект — эффект масштаба. Это ведет к совершенствованию производства и дальнейшему сокращению издержек. Японские изделия отличаются высокой конкурентоспособностью на мировом рынке. Такой успех является результатом сложения качества проекта и степени соответствия и качества изготовления. Для того чтобы оказаться победителем в международной конкурентной борьбе, Япония непрерывно повышала качество проекта. Несомненно, одновременно росли и затраты. Однако эффективное управление производственными процессами способствовало повышению степени соответствия. Сокращение количества дефектов и переделок вплоть до их полного устранения привело к снижению себестоимости продукции. Результат — дешевое производство высококачественной продукции. Стандарты качества Идеальных стандартов не существует, будь то международные, национальные или внутрифирменные стандарты. Как правило, каждый стандарт содержит специфические недостатки. Кроме того, непрерывно меняются требования потребителей, направленные на неуклонное повышение уровня качества. Стандарты, которые были актуальными на момент их разработки, быстро устаревают. Мы занимаемся управлением качеством для удовлетворения требований потребителей и проповедуем следующий принцип: «Реализуя мероприятия по управлению качеством, не стремитесь только к удовлетворению требований национальных и внутрифирменных стандартов, а задайтесь целью удовлетворить требования потребителей, предъявляемые к качеству продукции». На практике мы должны постоянно анализировать стандарты качества, пересматривать и совершенствовать их. Именно на это обращал основное внимание У. Э. Деминг во время семинара, проведенного в 1950 г. Он говорил о цикле (рис. 3), состоящем из этапов конструирования производства, сбыта продукции и изучения рынка, за которым должен следовать другой цикл, начинающийся на основе опыта, приобретенного в ходе предыдущего цикла. При этом происходит непрерывное повышение качества проекта, постоянное его совершенствование. Такой подход предполагает особое внимание к требованиям потребителей и прогнозирование мнений заказчиков при разработке изготовителем своих стандартов. Если это не будет сделано, управление качеством не сможет достичь целей и не обеспечит уровня качества, которое нужно потребителям. Потребители — это не просто те люди, которые покупают вещи. Рассматривая изделие или технологический процесс, мы понимаем, что оно (или он) — результат совместного труда многих людей. Работа передается от одного человека к другому, на смену одному процессу приходит другой, и задачей каждого работника является внесение своей лепты, а затем передача работы своему преемнику в производственном процессе. Именно так мы работаем. Мы следуем лозунгу «заказчик — это очередной этап производственного процесса». Действительно, очередным этапом производственного процесса является наш потребитель, наш заказчик. Надежное управление предполагает постоянный пересмотр стандартов качества с учетом мнений потребителей и их претензий, а также требований
заказчиков. По своей природе стандарты содержат фиксированные требования с целью достижения унификации и единообразия. Но такое фиксирование не должно зайти слишком далеко. Излишняя приверженность стандартам может привести к недовольству потребителей. Я придерживаюсь следующего принципа: «Если стандарты не пересматриваются в течение шести месяцев, это доказательство того, что никто к ним серьезно не относится». Подход к проблеме управления Когда мы только начали заниматься управлением качеством в Японии, наиболее трудной задачей было дать однозначное определение понятию «управление» (канри). Требовались специальные меры к тому, чтобы все работники фирмы — от высших административных работников до руководителей среднего звена, инженеров и рабочих — понимали значение управления. Другой трудностью, с которой мы столкнулись, было изобилие слов, имеющихся для описания данного понятия в Японии, также как и в других странах. В японском языке слова «кейе», «канри», «кансей» и «тосей» близки по значению. В английском языке такие слова, как "management", «control», «administration», подразумевают необходимость установления цели, постановки задачи и нахождения пути к ее эффективному достижению и решению. В зависимости от того, откуда человек родом и кто он такой, слово «управление» приобретает различные значения. Эту проблему можно обсуждать без конца; выбор того или иного термина — это дело вкуса. В Японию управление качеством проникло с Запада. Если бы оно было принято без изменений, оно не имело бы успеха. Пришлось долго ломать голову над тем, как превратить его в управление качеством по-японски. Я рассматривал это превращение в главе 2, но оставил открытыми вопросы управления и его механизмы. Проблемы управления в прошлом Понятия управления и организационной структуры проникли в Японию задолго до второй мировой войны. Они были приняты и нашли практическое применение в японской промышленности. Конечно, с ними было связано немало проблем. В прежние времена высшие административные лица отдавали множество распоряжений, как, например: «Не выпускайте дефектной продукции», «Снижайте затраты», «Работайте производительно». По существу в те дни такие и им подобные распоряжения были, похоже, единственной задачей руководящих работников. Эти распоряжения передавались от президента к директорам, от директоров к руководителям предприятий, от руководителей предприятий к начальникам участков, от начальников участков к мастерам и от мастеров к производственному персоналу. Когда распоряжения гладко проходили по этому «тоннелю», они приносили пользу. Но чаще всего многие распоряжения или застревали на середине пути, или искажались, а некоторые вообще не доходили до тех, кому они предназначались. Президент фирмы мог отдать распоряжение: «Не отгружайте дефектной продукции». Мастер на участке отгрузки мог истолковать это по-своему: «Чтобы не нарушать сроков поставки, отправим и эту дефектную продукцию — не такая уж она плохая»: В те времена руководители высшего звена обычно приказывали своим подчиненным прилагать максимум усилий, работать еще усерднее. Я бы назвал такой вид управления подобием «спиритуализма», обращением к так называемому «японскому духу» и призывом выполнять работу «за спасибо». Духовное начало играет важную роль. Но такой подход не даст эффективного и надежного управления. Когда завод-изготовитель выпускает дефектную продукцию или так или иначе не справляется со своей задачей, производственный персонал виноват в этом только на одну четвертую или одну пятую часть. Основная вина лежит на административных работниках, руководителях или служебном персонале. При «духовной» системе управления руководители попросту пытаются свалить вину на тех, кто внизу. Начав в Японии деятельность по управлению качеством, мы столкнулись и с другими проблемами. 1. Существовало слишком много абстрактных теорий управления, которые не были осуществимыми. Отсутствовала научная и практическая методология. 2. Не все принимали участие в изучении средств для достижения целей. 3. Занятые в управлении качеством не были знакомы с приемами анализа и контроля, основанными на статистических методах. 4. Не было организовано обучение методам управления качеством всех работников фирмы, начиная от президента. 5. Мало было специалистов, да и мыслили они категориями своей специальности и не представляли всей картины в целом. 6. Высшее руководство компании и руководители среднего звена в основном решали сиюминутные задачи и отдавали противоречивые распоряжения. 7. Процветало местничество. Подразделения занимались решением ближайших задач и отказывались от принятия новых обязательств. Все вышесказанное может показаться хорошо знакомым читателю, поскольку эти проблемы характерны и для сегодняшнего делового мира.
  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|