|
|
Доказательство верности правила 80/20.А теперь, когда мы рассмотрели и раскритиковали принцип Парето, нашли в нем логические противоречия, докажем его верность именно в изначальной постановке, как правило 80/20. Группировка объектов. Мы работаем не с реальностью, а с моделями реальности. И эти модели несут в себе отпечаток не только реальности, но и нашей психики. Одним из таких психологических источников является закон 7±2. Посмотрите на большинство круговых диаграмм в литературе или используемых в вашей работе. Как правило, они имеют от 5 до 9 секторов, редко больше. Посмотрите на многоуровневые классификаторы товаров или материалов в учетных программах. Те из них, которые правильно организованы, удобны персоналу, имеют на каждом уровне до двух десятков значений (кроме нижнего уровня). Слишком подробная информация неудобна для анализа, точность должна быть минимально достаточной. Еще одна особенность – группировка часто предшествует сбору данных. Важно отметить, что часто группировка осуществляется на основе качественной модели системы, и лишь потом измеряется количественно. А создание качественных систем во многом искусство, часто это не формализуемый процесс. Неизмеримость и недостаток информации. Все, кто проводил социологические опросы, знают, что результаты существенно зависят от постановки вопроса. В результате получаются количественные данные, но что они описывают? Как правило, некоторый сплав представления о ситуации исследователя (вопросы) и респондентов (ответы). Реальность они описывают только тогда, когда у исследователя адекватная модель этой реальности и правильно сформулированы вопросы. Да и то, это искаженное описание реальности. Экономика (а социальные науки – тем более) тем и отличается от математики, что изначально работает с неполными и не достаточно достоверными данными. Можно группировать людей по первой букве фамилии (нормальная модель для словаря или библиотечного каталога), но узнать распределение доходов людей по буквам алфавита вряд ли возможно иначе, как получить полный список людей и их доходов и потом совершить группировку. Беда в том, что у нас нет и никогда не будет столь полных данных. А часть данных вообще невозможно измерить количественно, тем более – заранее. Как можно оценить эффект от какого-либо дела, особенно если оно личного плана. В чем он выражается? – Только качественно, «большой», «средний», «незначительный». Можно, конечно, этим оценкам приписать какие-то числовые значения, но будут ли они суммироваться? Равняются ли пять незначительных эффектов одному среднему? Или двум? Психологическое доказательство верности правила 80/20. В чем же мы ошибались, когда рассматривали математическую формулировку принципа Парето? Мы упустили из виду операцию группировки. Эта операция существенно влияет на один из исходных параметров – количество объектов. Как мы видели в практическом примере, операция группировки меняет значение точки Парето с 0,11 на 0,3, что очень существенно. Как уже отмечалось, мы работаем с моделями реальности. А эти модели мы строим сообразно нашему разуму, а не только сообразно реальности. Поэтому мы группируем объекты в 7±2 групп, причем делаем это при каждой итерации Парето-деления. Тем самым исходная математическая формулировка не верна – на каждой итерации мы работаем с новыми объектами, не унаследованными с предыдущей итерации, т.е. с новой моделью. Теперь можем сформулировать психологическую формулировку принципа Парето: Из 7±2 объектов (групп, дел) 1-2 заслуживают нашего особого внимания (приносят основной результат). В такой формулировке значение точки Парето находится как раз в пределах 0,1-0,25, что примерно соответствует правилу 80/20. В этой формулировке становится понятно, почему принцип Парето в основном упоминается в книгах по time-менеджменту – неопределенности в оценке важности дел и потребного на них времени настолько велики, что этот принцип не поддается точной количественной проверке. А как наглядный стимул он работает что надо. Таким образом, принцип Парето, правило 80/20 – лишь локальный прием, вроде нахождения локального максимума с помощью производной. Для поиска глобального максимума одного параметра не достаточно. Кстати, равномерное распределение параметра может говорить как о том, что максимум достигнут, так и о том, что система не зависит от этого параметра.
Анализ диаграммы Исикавы
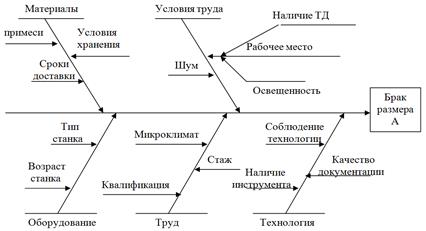
Причинно-следственная диаграмма – инструмент, позволяющий выявить отношение между показателями качества и воздействующими на него факторами. Одно из наиболее ценных свойств этого инструмента – он превосходно содействует проведению мозгового штурма. Диаграмма фокусирует внимание участников на рассматриваемых вопросах и позволяет им сразу же рассортировать идеи на полезные категории, особенно когда используют методы анализа детализации или классификации процессов. Построение диаграммы можно свести к нескольким шагам. Шаг первый: Определите характеристику качества, которую вы хотите улучшить. Кратко изложите фактическое положение дела на большом листе. В производственном процессе для описания результата вы можете использовать конкретные характеристики продукции, такие, как проблемы связанные с толщиной клея на сборочной линии, плохой окраской. В административной сфере или сфере услуг вы можете использовать жалобы потребителей, уменьшение объема продаж и т.д. Шаг второй: Теперь команда должна генерировать идеи относительно того, что служит причиной, приводящей к неудовольствию потребителей. Они расписываются как ветви к главной. Если возникают трудности, в определении главных ветвей, используйте самые общие – такие как методы (технология), машины (оборудование), люди, материалы, окружающая среда, обучение и т.д. Шаг третий: Провести мозговой штурм для сортировки всех возможных причин проблем по каждой из категорий главных причин. Соответствующие идеи выявляются и изображаются на схеме как подклассы. Важно постоянно определять и соотносить причины друг с другом. Допускается повторять подклассы в нескольких местах, если команда чувствует, что существует прямая и многосторонняя связь. Как только несколько подпричин идентифицируются, команда продолжает задавать тот же вопрос «Что могло бы обусловить каждую из этих причин?» до тех пор, пока не будут выявлены причины самого низкого уровня. По приведенным шагам можно привести следующий алгоритм построения причинно-следственной диаграммы. 1. Выбор проблемы для решения («узкого места») – прямая горизонтальная стрелка. 2. Выявление наиболее существенных факторов, влияющих на проблему (причины первого порядка) – наклонные большие стрелки. 3. Раскрытие существенных факторов – выявление причин, влияющих на эти факторы (причины второго, третьего и последующих порядков) – маленькие наклонные стрелки. 4. Анализ уточнение схемы: ранжирование факторов по их значимости; установление тех причин, которые в данный период времени поддаются корректировке. 5. Установление уровня, до которого должны быть доведены факторы, подлежащие корректировке. 6. Выявление производственных участков, отделов, конкретных лиц, ответственных за доведение корректируемых факторов до установленного уровня. 7. Составление плана дальнейших действий – разработка мероприятий на перспективу. Следует заметить, что во главе проблемы можно поставить, например, бездефектное изготовление детали, тогда на диаграмме будут отражены все факторы, соблюдение которых приведет к желаемому результату. При этом желательно привлечение всех работников предприятия.
Рис. 3.2.1 Причинно-следственная диаграмма
Диаграмма Исикавы обладает следующими недостатками: · не демонстрирует насколько выявленный фактор, влияет на указанную проблему; · так как основана на мнении экспертной группы часто статистически недоказуема.
Контрольные карты Шухарта
Контрольные карты – инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него, предупреждая его отклонения от предъявляемых к процессу требований. В 1926 году У. Шухарт разработал способ извлечения данных из процесса, позволяющий нам сказать, соответствуют ли вариации процесса стабильному распределению, трансформировать это распределение в нормальную форму и оценить его среднее значение и стандартное отклонение. Обычно контрольные пределы устанавливаются так, чтобы для стабильного распределения превышение их изделия составляли только 0,26%. Любые изделия произведенные за границами этих контрольных пределов, указывают, что распределение изменилось. Шухарт нашел причины, которые приводят к изменению распределения, но он не смог обнаружить причины вариаций внутри распределений. Он предложил теоретически, что вариации внутри распределения вызываются случайными или необнаруживаемыми (обычными) причинами, а изменения в распределении вызываются определенными (особыми) причинами. Хотя контрольные карты теперь не используются для решения вопроса, можно или нельзя улучшить процесс, они могут снизить число лишних наладок, сообщая, когда процесс надо налаживать, а когда нет. Усердный оператор, часто подстраивающий оборудование с целью оставаться в пределах жесткого допуска, будет производить много негодной продукции. Деминг придумал чрезвычайно эффективную демонстрацию этого явления.
Воронка, смонтированная на стойке, расположена так, чтобы ее горлышко находилось точно над целью. Мраморный шарик падает сквозь воронку, попадает в цель и откатывается на некоторое расстояния. Цель – номинальное значение, конечная точка шарика – значение готовой продукции. Направление и расстояния, на которое откатывается шарик – случайные вариации производственного процесса. Усердный оператор измеряет расстояние до шарика, перемещает воронку и т.д. Очевидно, точка остановки шарика удаляется от цели. Статистическое управление процессами (SPC) использует методы статистики, чтобы подсказать оператору, когда надо подстраивать процесс, а когда лучше его не трогать. SPC признает, что существует некоторая случайная вариация всегда, это помогает нам управлять распределением, а не размерами отдельного изделия. Контрольные карты – метод используемый SPC. Рассмотрим построение совмещенной 1. Собирают предварительные данные измерений характеристик числом в пределах 100. Эти данные делятся на 4 – 5 групп равных по количеству данных, так что в результате в каждой группе получается по 20 – 25 данных. Для регистрации и систематизации предварительных данных используют специальные бланки контрольных листков. 2. Для каждой группы рассчитывают среднее значения 3. На бланке контрольных карт по вертикальной оси откладывают значения 4. Находят средние значения 5. Контрольные границы устанавливаются отдельно для q Для · Верхняя контрольная граница ВКГ= · Нижняя контрольная граница НКГ= q Для R карты: · Верхняя контрольная граница ВКГ = D4 · Нижняя контрольная граница НКГ = D3
Таблица 3.3.1 Данные для построения контрольных карт
Рис. 3.3.2 Контрольная карта Х-R
Таблица 3.3.2 Коэффициенты для расчета контрольных границ
Чаще всего ошибки при принятии решений относительно качества протекаемых процессов производства упирается не в корректность статистических методов, а в корректности их применения и интерпретации. При анализе контрольных карт по критерию 1 (выход значения за контрольные границы) считается, что в данном случае действует неслучайная причина, которая способна вывести процесс из статистического управляемого состояния и привести к появлению брака. При этом не учитывается, что вероятность выхода параметра за границы регулирования увеличивается с ростом числа экспериментов по соотношению: 1 – (α)n, (3.3.1) где α – вероятность не выхода значения за границы регулирования; n – число экспериментов. Число экспериментов n зависит от объема выборки N.
FMEA-анализ
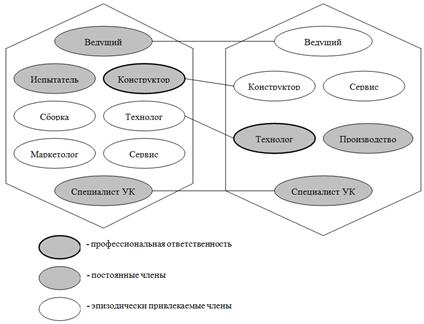
Метод FMEA (Failure Mode and Effects Analysis - анализ видов и последствий потенциальных отказов) - это эффективный инструмент повышения качества разрабатываемых технических объектов, систематизированный комплекс действий для: 1. определения действий, которые могли бы устранить или снизить шансы возникновения потенциальных дефектов; 2. распознавания и оценки потенциальных дефектов продукции, процессов и их последствий; 3. документирования этого процесса. Этот метод применяется для доработки и улучшения конструкций и процессов, запущенных в производство. FMEA позволяет проанализировать потенциальные дефекты, их причины и последствия. В процессе проведения FMEA-анализа решают задачи: 1. составляют перечень всех потенциально возможных видов дефектов технического объекта или процесса его производства; 2. определяют возможные неблагоприятные последствия от каждого потенциального дефекта, проводят качественный анализ тяжести последствий и количественную оценку их значимости; 3. определяют причины каждого потенциального дефекта и оценивают частоту возникновения каждой причины в соответствии с предлагаемой конструкцией и процессом изготовления; 4. оценивают достаточность предусмотренных в технологическом цикле операций, направленных на предупреждение дефектов в эксплуатации, количественно оценивают возможность предотвращение дефекта путем предусмотренных операций по обнаружению причин дефектов на стадии изготовления объекта и признаков дефектов на стадии эксплуатации; 5. количественно оценивают критичность каждого дефекта (с его причиной) приоритетным числом риска – ПЧР. При высоком ПЧР ведут доработку конструкции и производственного процесса, а также требований и правил эксплуатации с целью снижения критичности данного дефекта. Выделяют два основных вида анализа: FMEA – анализ конструкции (FMEA - конструкции) и FMEA – анализ процесса (FMEA – процесса (технологии)). FMEA – конструкции представляет собой процедуру анализа первоначально предложенной конструкции технического объекта и доработки этой конструкции, т.е. рассматривает риски, которые возникают у внешнего потребителя. На этапе доработки конструкции перед ее утверждением или при улучшении данный метод решает следующие задачи: · определение «слабых» мест конструкции и принятие мер по их устранению; · получение сведений о риске отказа предложенного и альтернативного вариантов; · доработка конструкции до наиболее приемлемой с различных точек зрения, т.е. технологичности, надежности, удобства обслуживания и т.п.; · принятие решений о сокращении дорогостоящих экспериментов. FMEA-конструкции проводится как для разрабатываемой, так и для существующей конструкции. Целью анализа является выявление потенциальных дефектов изделия, вызывающих наибольший риск потребителя и внесение изменений в конструкцию изделия, которые бы позволили снизить такой риск. FMEA – процесса – процедура анализа процессов, первоначально разработанных и предложенного процессов производства и доработки этого процесса, т.е. рассматривает риски, возникающие у внутреннего потребителя. На этапе доработки производственных процессов перед его запуском или при улучшении FMEA решает следующие задачи: · обнаружение «слабых» мест технологического процесса, принятие мер по их устранению; · принятие решения о пригодности предложенного и альтернативного процессов, а также оборудования при разработке технологических процессов; · доработка технологического процесса до наиболее приемлемого с точки зрения безопасности для персонала, надежности, возможности обнаружения потенциальных дефектов и т.п.; · подготовка серийного производства. Проведение FMEA – процесса производства начинается на стадии технической подготовки производства (разработки и планирования технологического процесса, заказа необходимого производственного и контрольного оборудования) и заканчивается своевременно до монтажа производственного оборудования. Целью FMEA – процесса производства является обеспечение выполнения всех требований по качеству запланированного процесса производства и сборки путем внесения изменений в план процесса для технологических действий с повышенным риском. FMEA-анализ в настоящее время является одной из стандартных технологий анализа качества изделий и процессов, поэтому в процессе его развития выработаны типовые формы представления результатов анализа и типовые правила его проведения. Данный метод включает два основных этапа: 1. этап построения FMEA – проекта; 2. этап исследования FMEA – проекта. Первый этап обычно начинают с построения структурной модели. Этот вид модели показывает, какие компоненты (узлы, сборочные единицы, детали, отдельные элементы деталей) входят в состав анализируемого изделия или системы, и в каком подчинении или соподчинении они находятся. При ее создании используют данные, содержащиеся в технической документации на объект (чертежи, спецификации, технологические карты, перечни оборудования и др.). Если объект малогабаритный, желательно произвести разборку и сборку натурного образца, ознакомиться с операциями технологического процесса. К построенной структурной модели объекта “пристраивают” элементы систем, с которыми объект взаимодействует. Поскольку на разных стадиях жизненного цикла объект взаимодействует с разными элементами, то структурная модель формируется отдельно для каждой стадии жизненного цикла. Типовыми элементами таких систем являются: 1. на стадии производства – оборудование, оснастка, материалы, комплектующие изделия, производственные помещения и другие; 2. на стадии эксплуатации – потребитель или его элементы, системы взаимодействующие с изделием; 3. на стадии хранения и транспортировки – транспортные и грузовые средства, упаковка, складские помещения, средства консервации и другие. На всех стадиях в структурную модель включается внешняя среда, с которой взаимодействует объект анализа. Структурная модель объекта строится на основе данных компонентной модели путем установления связей элементов объекта друг с другом и элементами системы. Модели связей, как и структурная, формируются отдельно для каждой стадии жизненного цикла. При этом фиксируются все возможные связи для любой штатной или нештатной ситуации анализируемой стадии жизненного цикла объекта. Установленные связи характеризуются комментариями к модели, объясняющими сущность каждой связи и ситуации, в которой она проявляется. Анализ связей между элементами системы на всех стадиях жизненного цикла и во всех рассмотренных ситуациях позволяет выявить дополнительные функции объекта. При анализе связей проводится также их предварительная оценка: связи подразделяются на полезные, вредные, нейтральные. Между двумя элементами модели связей может быть несколько различных взаимодействий. На этапе исследования моделей производится исследование построенных моделей объекта и осуществляется FMEA – командой. FMEA – команда формируется из специалистов с высокой профессиональной квалификацией, имеющих значительный практический опыт работы с аналогичными изделиями и технологиями в прошлом. В каждой команде, в зависимости от анализа, выбирается ведущий. Ведущим может быть выбран любой из членов FMEA – команды, признаваемый остальными как лидер и профессионал в решении поставленной задачи улучшения предложенной конструкции и (или) технологии. На рисунке 3.4.1 приведены возможные составы команд для отработки соответственно конструкции и технологии. Такие команды начинают работать на ранних этапах отработки конструкции и технологии. Работают команды методом “мозгового штурма” по 3-6 часа в день в помещениях и условиях, максимально благоприятных для творческой деятельности. В случаях, когда конструкция и технология неразрывны (например, при производстве шин), создается единая FMEA – команда, сразу рассматривающая как конструкцию, так и процесс производства изделия.
Рис. 3.4.1 FMEA – команда Суть работы FMEA-команды состоит в анализе и доработке предложенной эскизной конструкции или технологии. Этот процесс основан на составлении списка потенциальных дефектов рассматриваемых конструкций (для этапа FMEA-конструкции) или технологии (для этапа FMEA-технологии). В последнем случае рассматриваются дефекты не конструкции или изделия (разрушение, поломка и т.д.), а технологии (пропуск операции, неправильное ее выполнение и т.п.). Здесь как раз и необходим накопленный членами FMEA-команды опыт в работе с аналогичными конструкциями и технологиями. Многосторонний опыт необходим также для того, чтобы по возможности учесть все "минусы" – рисунок 3.4.2. Отсюда следует и необходимый состав участников FMEA-команды с возможным приглашением специалистов со стороны, если имеются пробелы в опыте своих специалистов.
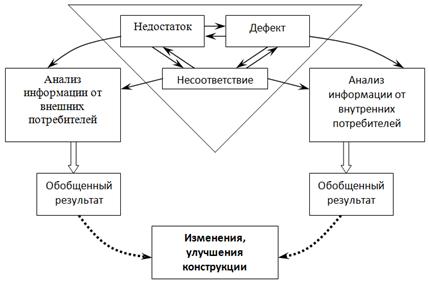
Рис. 3.4.2 Треугольник “минусов” В качестве первого шага рекомендуется рассмотреть результаты предыдущего FMEA – анализа или анализа проблем, возникших за время гарантийного срока. Необходимо также рассматривать потенциальные дефекты, которые могут возникнуть при транспортировке, хранении, а также при изменении внешних условий. Далее команда рассматривает последствия и причины для каждого из потенциальных дефектов. Следующим важным этапом работы FMEA-команды является оценка каждого дефекта (причины) по трем показателям (критериям): 1. значимости, измеряемой с точки зрения тяжести последствий данного отказа - балл S; 2. относительной частотой (вероятностью) появления данного дефекта по данной причине - балл О; 3. относительной частоте (возможности) обнаружения данного дефекта или его причины на предприятии-изготовителе - балл D. Параметр значимости S – это оценка серьезности последствий дефекта для следующего компонента подсистемы, системы или для потребителя. Балл значимости изменяется от 1(для наименее значимых по ущербу дефектов) до 10 (для наиболее значимых по ущербу дефектов). Параметр возникновения дефекта O – это степень возможности возникновения конкретных причин (механизмов), изменяется от 1 (для редко возникающих дефектов) до 10 (для дефектов, возникающих почти всегда). Параметр обнаружения дефекта D – это оценка способности предложенных управляющих действий обнаруживать потенциальную причину или обнаруживать следующий вид отказа до того как компонент, системы выпущены в производство. Данный балл, как и предыдущие, изменяется от 1 (для практически достоверно обнаруживаемых дефектов) до 10 (для практически не обнаруживаемых дефектов (причин)). Для каждого дефекта из составленного списка делается “шаг вправо” и “шаг влево”. Шаг вправо – это последствия данного отказа (оценивается по соответствующей шкале), их может быть несколько, но достаточно взять только самое “тяжелое”, то есть самое весомое по баллу значимости последствие. Шаг влево – это причины, приводящие (или потенциально могущие привести) к данному дефекту. Все причины должны быть рассмотрены отдельно и для каждой должна быть выставлена оценка частоты появления по соответствующей шкале (таблице) для экспертных оценок. Обобщенной оценкой, указывающей на степень опасности данного дефекта (причины) для предприятия-изготовителя, является приоритетное число риска (ПЧР), равное произведению трех упомянутых балльных оценок (ПЧР = SхOхD), которое может принимать значения от 1 до 1000. Причем, чем выше ПЧР, тем значимее дефект. Результаты анализа заносятся в таблицу (таблица 3.4.1). Таблица 3.4.1 Форма протокола FMEA-анализа
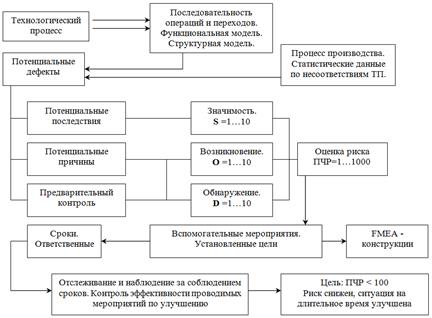
Если полученное ПЧР больше критической границы ПЧРгр, то данная конструкция и (или) технология должны быть доработаны. При доработке можно снизить частоту появления (балл О) и повысить частоту обнаружения (т.е. снизить балл D) для данного дефекта (причины), но иногда удается снизить и значимость (балл S). Для доработанной конструкции (технологии) снова составляют перечень потенциальных дефектов (если они изменились) и оценивают их по тем же трем критериям. И так до тех пор, пока все ПЧР не станут ниже ПЧРгр. Эту критическую границу в начале работы по FMEA – анализу устанавливают на уровне 100-125 баллов, но при повышенных требованиях к качеству ее можно снизить до 50 и даже 30. По степени влияния на повышение качества процесса или изделия корректировочные мероприятия располагаются следующим образом: · изменение структуры объекта (конструкции, схемы и т. д.); · изменение процесса функционирования объекта (последовательности операций и переходов, их содержания и др.); · улучшение системы качества. Разработанные мероприятия заносятся в последнюю графу таблицы FMEA – анализа. Затем пересчитывается потенциальный риск ПЧР после проведения корректировочных мероприятий. Если не удалось его снизить до приемлемых пределов (малого риска ПЧР<40 или среднего риска ПЧР<100), разрабатываются дополнительные корректировочные мероприятия и повторяются предыдущие шаги. На рисунке 3.4.3 приведена схема цикла FMEA – анализа процесса.
Рис. 3.4.3 Цикл проведения FMEA- процесса По результатам анализа для разработанных корректировочных мероприятий составляется план их внедрения. Определяется: 1. в какой временной последовательности следует внедрять эти мероприятия и сколько времени потребует проведение каждого мероприятия, через сколько времени после начала его проведения проявится запланированный эффект; 2. кто будет отвечать за проведение каждого из этих мероприятий, и кто будет конкретным его исполнителем; 3. где (в каком структурном подразделении предприятия) они должны быть проведены; 4. из какого источника будет производиться финансирование проведения мероприятия (статья бюджета предприятия, другие источники). В результате применения метода FMEA можно получить конструкцию и технологию без значимых "минусов", причем сразу, а не после запуска в производство. Имеются и другие положительные эффекты, среди которых наиболее значимым является взаимное обогащение знаниями и опытом членов FMEA-команды. Опыт зарубежных предприятий показывает, что ощутимые результаты появляются через 12-18 месяцев после начала освоения методологии, и далее обеспечивается устойчивый положительный эффект. В настоящее время FMEA-анализ широко применяется в промышленности Японии, США, активно внедряется в странах ЕЭС. Процедуры необходимые для проведения FMEA – анализа процесса применительно к исследуемому объекту – детали «шток», являющейся составной частью поглощающего аппарата АПЭ–120–И, приведены в следующем разделе.   Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 -R карты. Эта карта составляется в следующем порядке.
-R карты. Эта карта составляется в следующем порядке. и
и  для
для